


nmgsy<通遼>神悅鋼材有限公司
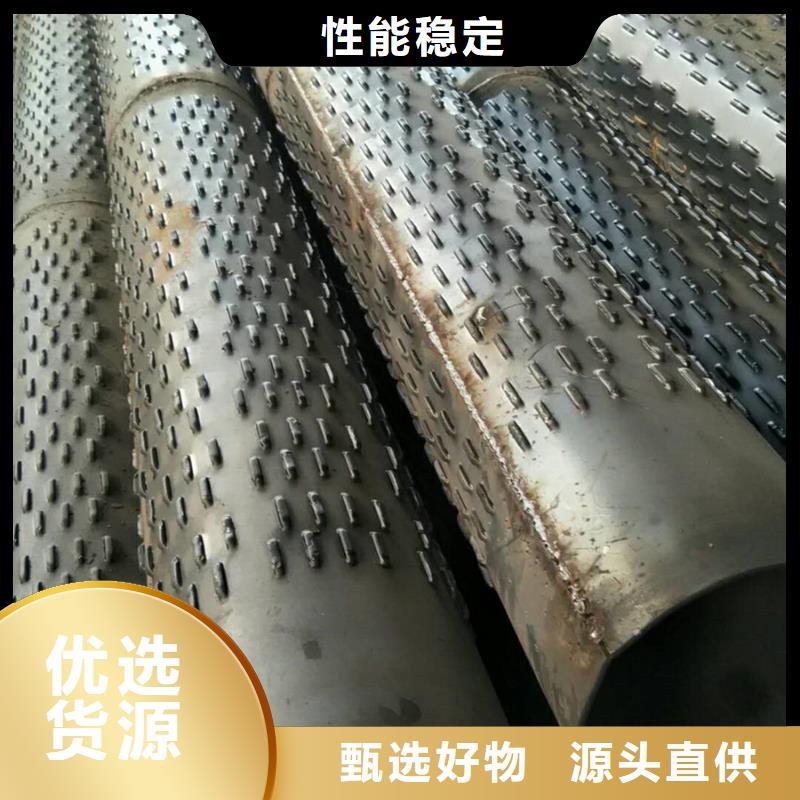
通遼防腐螺旋管生產(chǎn)廠家要提示我們的是,雙面埋弧螺旋管焊縫處理方面應(yīng)該注意一些事項(xiàng)要點(diǎn)。如果間隙過大,就會(huì)造成鄰近效應(yīng)減少,渦流熱量不足焊縫質(zhì)檢結(jié)合不良產(chǎn)生裂縫。間隙過小就會(huì)造成鄰近效應(yīng)增大,焊接的熱量過大,以至于焊縫燒毀損壞。管坯的兩個(gè)邊緣加熱到焊接的溫度之后,在擠壓輥的擠壓下,形成深坑,影響焊縫的表面質(zhì)量。螺旋管若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬?gòu)?qiáng)度下降,受力后會(huì)產(chǎn)生開裂。 如果擠壓力過大,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。 1.通遼防腐螺旋管修口 為了保證焊接質(zhì)量,焊接前要進(jìn)行檢查和糾正,使螺旋鋼管的端部,斜角,鈍邊,圓度等符合接口要求。尺寸,個(gè)別鋼管的需要在別處做坡口加工時(shí),采用氣焊切割,除去爐渣,然后用砂輪磨削。 操作流程是:檢查接口連接器的尺寸→氣室→確定并調(diào)整鋼管的縱向接縫錯(cuò)開位置→ 管線的直線度→調(diào)整對(duì)口的間隙尺寸→調(diào)平口→直角→直線→點(diǎn)焊接
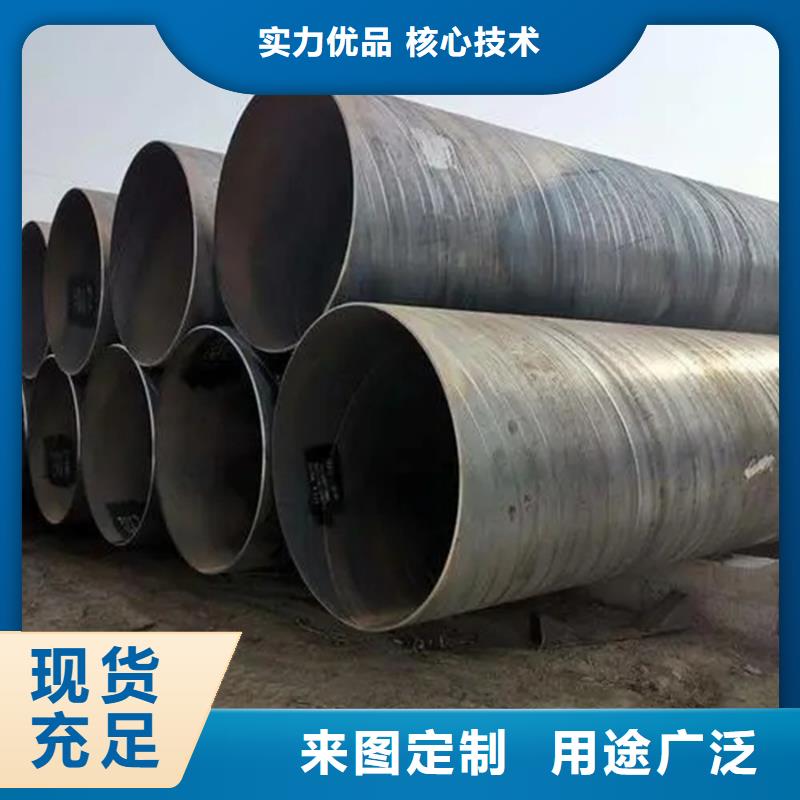
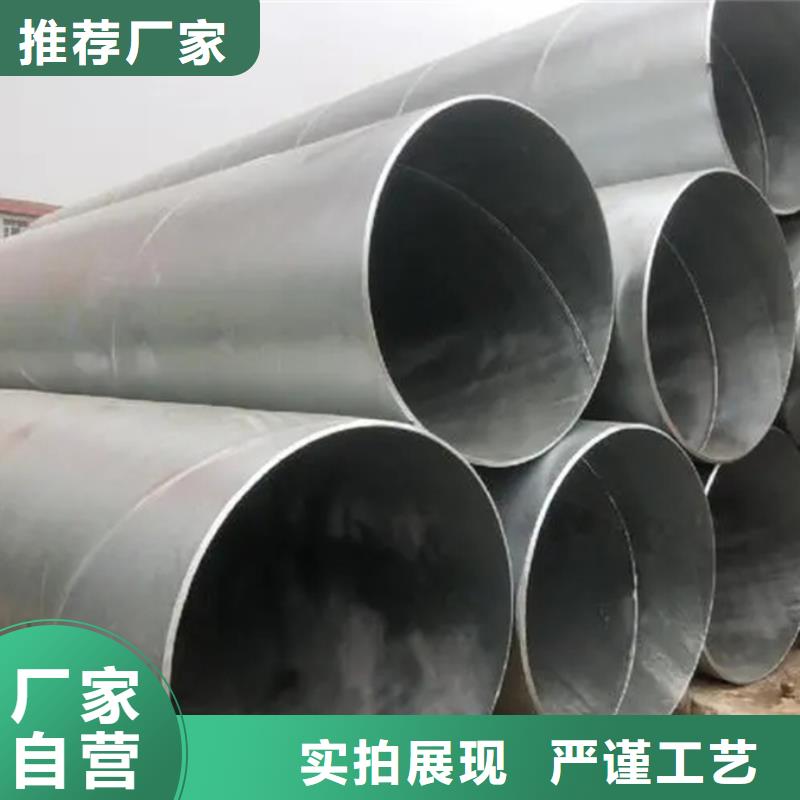
通遼Q355B螺旋管檢測(cè)是區(qū)分螺旋管用途的一個(gè)重要條件,大口徑螺旋管根根水壓檢測(cè),小口徑螺旋管則是抽檢,根據(jù)客戶的需要決定鋼管是否進(jìn)行工業(yè)探傷。 通遼Q355B螺旋管的常用標(biāo)準(zhǔn)一般分為: SY/T5037-2018(部標(biāo)、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、 GB/T9711.1-1997(國(guó)標(biāo)、也叫石油天然氣工業(yè)輸送鋼管交貨技術(shù)條件 部分:A級(jí)鋼管(要求嚴(yán)格的有GB/T9711.2 B級(jí)鋼管))、API-5L(美國(guó)石油協(xié)會(huì)、也叫管線鋼管;其中分為PSL1和PSL2兩個(gè)級(jí)別)、 SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。
市場(chǎng)現(xiàn)貨齊全")
市場(chǎng)現(xiàn)貨齊全")
采用內(nèi)外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對(duì)于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內(nèi)外模精度要求高;對(duì)管坯的壁厚偏差要求也比較苛刻。 三. 其它的成形方法 除上述三種常用的成形工藝以外,無縫彎頭成形還有采用將管坯擠壓到外模后,再通過管坯內(nèi)通球整形的成形工藝。但這種工藝相對(duì)復(fù)雜、操作麻煩,且成形質(zhì)量不如前述工藝,故較少采用。 通遼防腐螺旋管彎頭只能做小口徑的,如果管子規(guī)格太大,很難買到成品沖壓彎頭,只能使用焊接彎頭。由于焊接彎頭焊縫更多,所有使用性能不如沖壓彎頭,容易被腐蝕漏。且由于沖壓彎頭是成批生產(chǎn),所以價(jià)格上較焊接彎頭便宜。現(xiàn)在有精鑄彎頭,可以做316L的,抗腐蝕性能更好。
溫度元件:噴涂時(shí),現(xiàn)場(chǎng)環(huán)境溫度和待噴涂基體表面溫度為15℃~ 35℃。溫度過低時(shí),聚氨酯泡沫與基材的結(jié)合力降低,產(chǎn)品密度明顯增大。如果溫度過高,發(fā)泡劑的損失太大,而且不經(jīng)濟(jì)。 在外保護(hù)管上,工作鋼管從開始到結(jié)束的某些結(jié)構(gòu)模式不會(huì)改變。通遼螺旋管的強(qiáng)度和剛度以及外護(hù)管與土體之間的受力足以使內(nèi)管在不改變鋼筋混凝土結(jié)構(gòu)的情況下保持不變,從而節(jié)省鋼筋混凝土支墩的制造。只有當(dāng)鋼管作為外保護(hù)管時(shí),才能選擇恒定模式。 應(yīng)在恒端設(shè)置保溫設(shè)備,以減少熱橋效應(yīng),且外部保護(hù)管應(yīng)具有足夠的強(qiáng)度以滿足管道的水平推力要求。對(duì)于“鋼夾套鋼”保溫結(jié)構(gòu),內(nèi)部不變結(jié)構(gòu)的選擇具有很大的優(yōu)勢(shì)。根據(jù)外保護(hù)管的不同,可分為鋼套筒鋼結(jié)構(gòu)和鋼套筒鋼復(fù)合結(jié)構(gòu)。