



螺旋管無縫鋼管生產廠家優勢視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:螺旋管無縫鋼管生產廠家優勢的圖文介紹

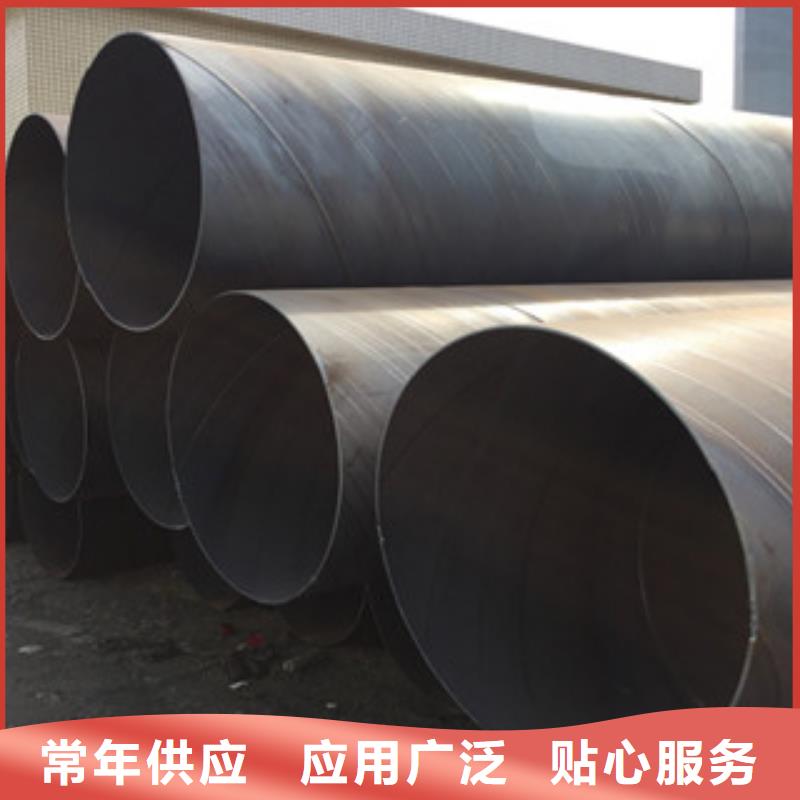
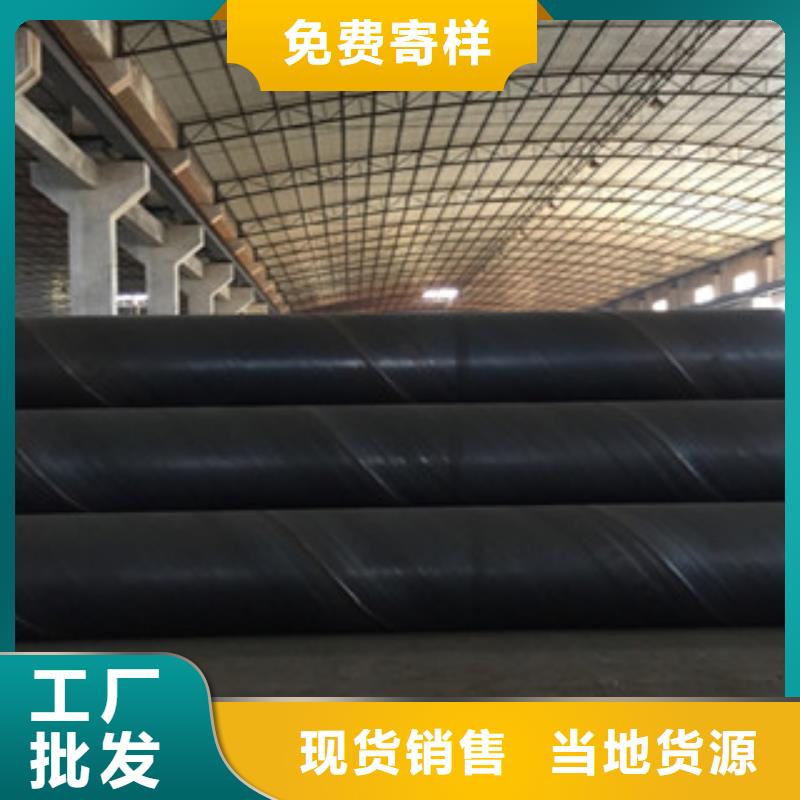
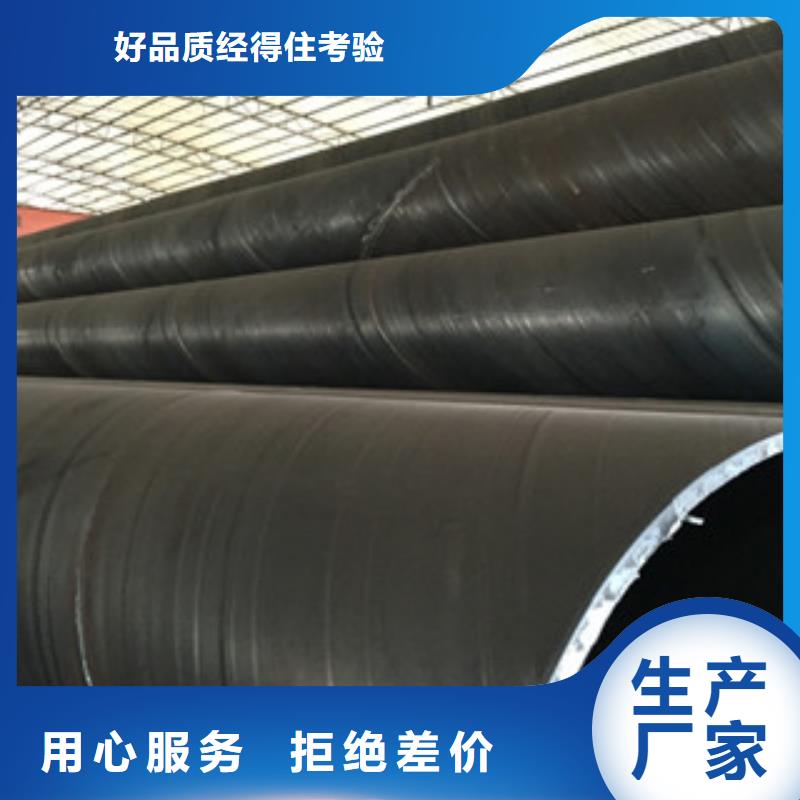
鋼管要進行水壓、彎曲、壓扁等實驗。對表面質量有一定要求。通常交貨長度為12米,常要求定尺交貨。螺旋鋼管的規格用公稱口徑表示(毫米),公稱口徑與實際不同,按規定壁厚有普通鋼管和加厚鋼管兩種。公司除有的生產設備外,還建成了的理化檢測實驗室,通過拉伸、彎曲、低溫沖擊、金相、硬度以及相應的化學分析等檢測手段,對原料、輔料和成品鋼管進行檢驗和試驗,同時在生產線配有X射線工業電視探傷實時成像系統、便攜式X射線拍片機、在線數字超聲波探傷機、離線手動數字超聲波探傷儀、靜水壓試驗機及自動水壓記錄儀、磁粉探傷機、超聲波壁厚測量儀,公司按照API、GB9711.1-SY/T5037-2000或高于上述標準的企業內控標準組織生產,保證了產品的標準符合性。確保鋼管質量達到國內、外先進水平。河北螺旋焊管廠家在哪里鋼護筒打樁用螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。1.如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。


螺旋鋼管廠家分析2016年鋼管市場及2017年出口趨勢我公司是專業生產銷售螺旋鋼管,螺旋管,螺旋焊管大型企業之一,經過多年發展,在滄州地區形成了較大的規模,公司從美國引進的林肯自動雙絲、雙面埋弧焊螺旋管生產線6條。螺旋鋼管生產工藝螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,



頁面所展示的 Q355D無縫鋼管產品可銷往江蘇、上海、浙江、福建、安徽、江西、山東、山西、河北、河南、北京、天津、遼寧、吉林、黑龍江、內蒙、寧夏、陜西、新疆、青海、湖南、湖北、重慶、四川、貴州、云南、廣東、廣西、海南等省市和自治區。





