

以下是我們上傳的鋼材多種場景適用視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。
以下是:鋼材多種場景適用的圖文介紹


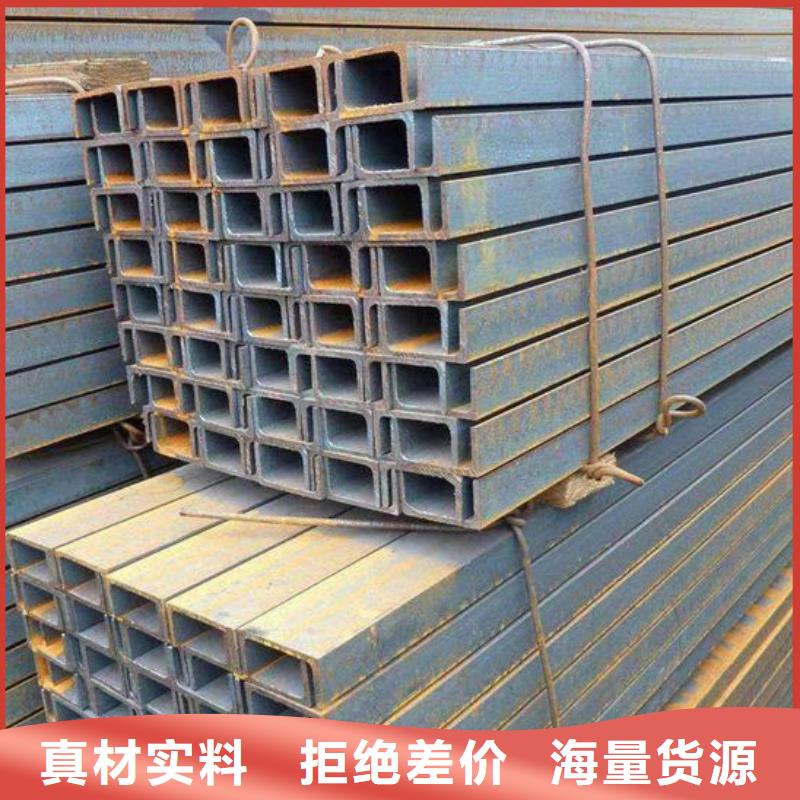
角鋼是一家集銷售配送為一體的大型 角鋼企業,成立于2008年,注冊資金1200萬。主要銷售 角鋼。公司以的產品品質與服務,贏得良好的口碑。在未來的日子里,公司將以穩健的姿態,服務于廣大經銷商與終端用戶,立志成為的 角鋼服務企業。



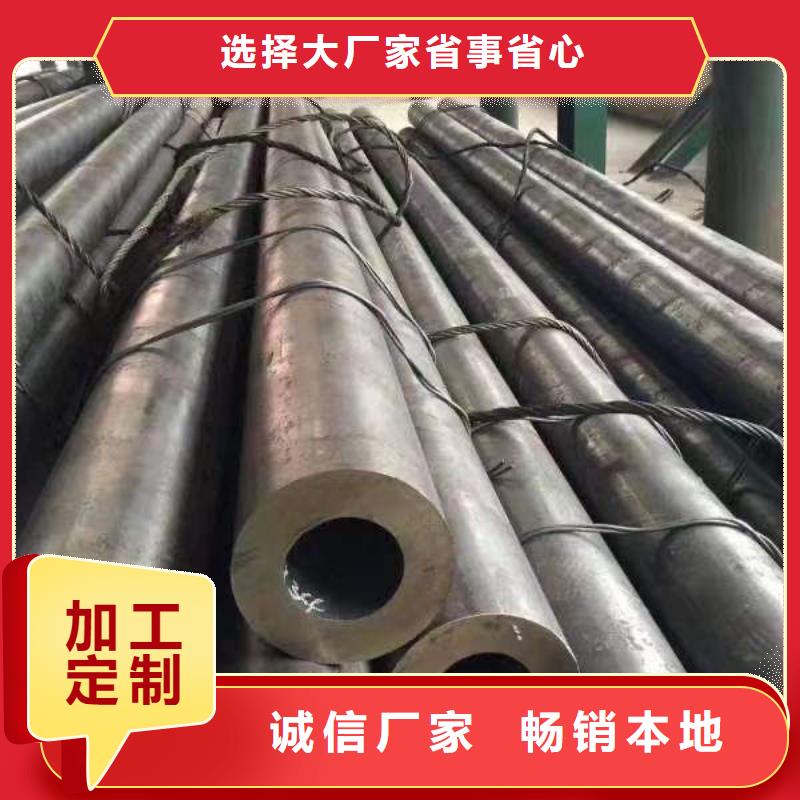
螺旋鋼管是怎么制作的1.涂油打標:在檢查合格的螺旋管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。2.矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5.目視檢查:由專業技術人員對一些基本的參數進行檢查。6.超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7.X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8.打壓試驗:在水壓試驗機上對螺旋鋼管進行逐根檢驗以保證鋼材管達到標準要求的試驗壓力。9.倒棱平頭:將檢驗合格后的螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10.后檢查:螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗,檢查是否存在焊接問題及管端缺陷。


直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊直縫鋼管和埋弧焊直縫鋼材;直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分直縫鋼管被對接連接,以滿足工程所需的長度;T形直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。

