

無需長篇大論,觀看熱軋無縫鋼管供應商視頻,讓你瞬間愛上我們的產品。
以下是:熱軋無縫鋼管供應商的圖文介紹
本公司坐落于開發區大東鋼管市場一區A3號,公司是集研發、制造、銷售、服務于一體的大型綜合性公司,擁有雄厚的技術力量和先進的生產設備以及科學的管理體制,公司主營產品 正大鍍鋅鋼管,產品以良好的性能,精良的品質得到了廣大客戶的認可。 公司具有先進的質量保證體系和科學的檢測手段,生產設備先進精良,產品性能達到標準。公司建立完善的質量保證體系,對產品實行嚴格的質量控制,確保產品達到質量標準,充分滿足廣大顧客需求。



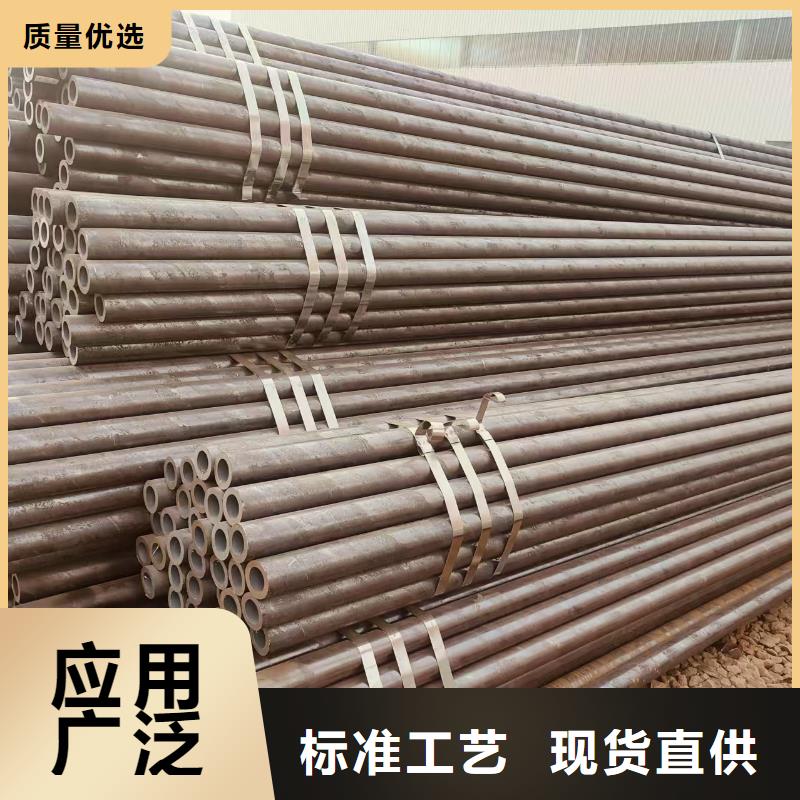
天鋼無縫管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、當地冷軋或冷撥制成。天鋼無縫管在我國鋼管業中具有重要的地位。據不完全統計,我國現有無縫管生產企業約240多家,無縫管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占21.6%;液壓支柱、同城精密管15萬噸,占4.3%;不銹管、當地軸承管、附近汽車管共5萬噸,占1.4%。生產工藝播報編輯軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、本地連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、本地規格、當地生產批號等。并由吊車吊入倉庫中。



國標無縫管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、本地冷軋或冷撥制成。國標鋼管在國內鋼管業中具有重要的地 位。據不完全統計,國內現有國標鋼管生產企業約240多家,無縫鋼管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占5.7%;液壓支柱、同城精密管15萬噸,占4.3%;不銹管、軸承管、當地汽車管共5萬噸,占1.4%。軋制國標鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、同城連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。國標鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、當地規格、當地生產批號等。并由吊車吊入倉庫中。


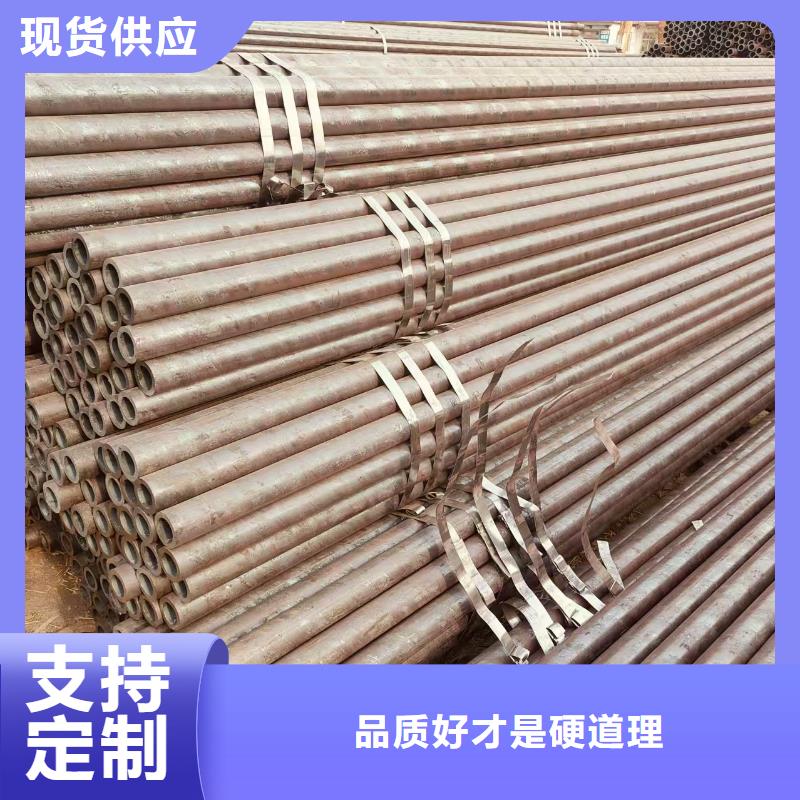
擠壓法則是用穿孔機將管坯或鋼錠穿孔,再用擠壓機擠壓成鋼管,這種方法比斜軋法效率低,適用于生產高強度合金鋼管。斜軋法和擠壓法都必須先將管坯或鋼錠加熱,生產的鋼管稱為熱軋管。用熱加工法生產的鋼管有時候可根據需要再進行冷加工。冷加工有兩種方法:一種是冷拔法,就是將鋼管通過拔管模拉拔,使鋼管逐漸變細、附近伸長;另一種方法是冷軋法,它是將孟內斯曼兄弟發明的熱軋機應用于冷加工中的方法。無縫鋼管的冷加工,可以進步鋼管的尺寸精度和加工光潔度,改善材質的機械性能等。生產工藝播報編輯鋼管的無縫化主要是通過張力減徑來完成的,張力減徑過程是空心母材不帶芯棒的連續軋制過程。在保證母管焊接質量的條件下,焊管張力減徑工藝是將焊管整體加熱到950攝氏度以上,再經張力減徑機(張力減徑機共有24道次)軋制成各種外徑與壁厚的成品管,采用此工藝所生產的熱軋鋼管與普通的高頻焊管有本質的區別通過加熱爐加熱后其焊縫與母體的金相組織和機械性能可以達到完全一致此外 ,通過多道次的張力減徑機軋制和自動控制使得鋼管的尺寸精度(尤其是管體圓度和壁厚精度)優于同類無縫管。