





準備好領略密集架檔案柜真正讓利給買家產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節(jié),讓您在欣賞的同時,也能深深感受到產品的價值與意義。
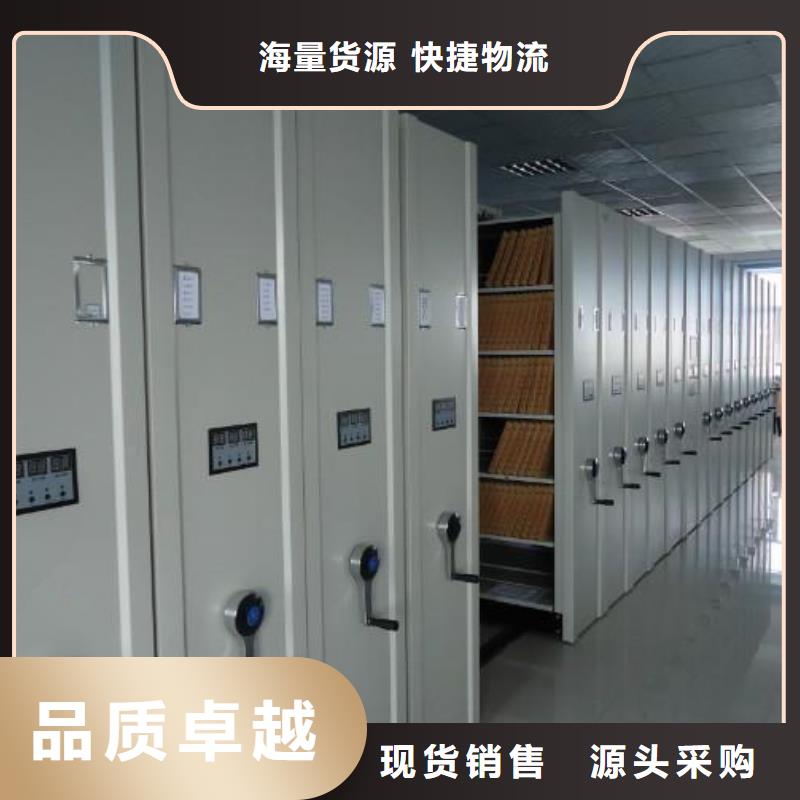
以下是:密集架檔案柜真正讓利給買家的圖文介紹

柜業(yè)(沈陽市分公司)是一家專注從事 資料檔案柜的企業(yè)。主營: 資料檔案柜。公司以優(yōu)良的技術實力、高素質的人才隊伍,完善的服務能力深受廣大客戶的信賴與贊揚,公司深受社會各界的支持與厚愛,已在 資料檔案柜取得良好成績。我們公司會在您的鼓勵與支持中不斷發(fā)展壯大,公司有完善周到的售前售后服務團隊,為客戶解決問題以及提供合適的行業(yè)解決方案。公司總經理及全體員工期待您的蒞臨指導!




電動密集柜廠家-河北振興柜業(yè)有限公司從事檔案裝具研發(fā)生產30多年,時刻把顧客需要作為努力的目標,注重過程控制和質量,積極開展質量改進活動。在技術指標上堅持采用中華人民共和國 標準“GB/T13667.3-2003”。所用材料符合GB710-82冷軋鋼板的 標準,產品磷化處理工藝符合GB6807-86 標準。河北振興柜業(yè)有限公司所生產的檔案裝具產品完全符合 標準。嚴格按照ISO9001建立了完善的質量保證體系。在執(zhí)行能力上公司在每個訂單簽訂前由銷售部邀請甲方人員評審我公司在技術、生產、質檢、供應等部門對多方的設計、生產、檢驗及供貨能力是否達到電動密集柜廠家的水平。同時我們做出一下承諾: 1、對操作人員實行上崗培訓和持證上崗,并保證設計及工藝的實施,設備、模具處于完成狀態(tài),每個訂單從始至終做好施工操作記錄。 2、從原材料貨開始,包括剪切、沖切、折變、成型、機械加工、表面鈍化、磷化、噴塑、固化、包裝、運輸進行嚴格質量檢驗和控制。每道工序進行質量檢驗,不合格產品不得轉序為合格產品,以確保出廠產品為合格產品,并由質檢人員簽發(fā)質量合格證。 3、發(fā)貨時由發(fā)貨員出廠手續(xù)、技術部按清單點驗零件,杜絕多發(fā)或少發(fā)現象。運輸由譽、質量、服務好的常年合作的公司承擔,保證貨物路途的。 4、安裝由我方派技術人員到現場指導安裝工人到現場進行。完工后自檢,不合要求處改進糾正,達到標準要求。自檢合格后,請使用單位組織專家驗收,驗收合格后,在驗收報告上簽署意見。 5、作為電動密集柜廠家,我公司再次鄭重承諾,架體質保十年,電機等電子元件質保三年,并終身免費維護保養(yǎng)。




使用密集架的注意事項 1、當人進入相鄰二架體前,必須先用自鎖柄鎖定二 架體,以防架體意外移動而擠傷工作人員。 2、每節(jié)貯存物品重量不大于600kg,物體在雙面架體 內雙面均勻存放為宜,以保持架體載重均勻,受 力平衡。 3、密集架僅作物體存放之用,不可將架體和層板當作扶梯攀登,避免架體單面承重不均勻而造成人身傷害。是在復柱式雙面固定架的底座上安裝軸輪,對于一些大的密集架出產廠家來說,出產的密集架都是經由酸洗、磷化等過程。對于在夏季氣溫高、濕度大的情況下已經購買并已經安裝的客戶來說,在剛開始使用密集架這個時期尤為重要。能沿地面鋪設的小導軌直線移動的架子,可根據需要將多個架子靠攏或分開。分手動和電動兩種,手動又有手搖式和手推式,手推式又分軌道型和懸梁型。走動方向有橫向和縱向之分。該架將固定通道變?yōu)闄C動通道,使庫房單位面積上的檔案存儲量增大, 3、檔案密集架整體檢查 整體檢查密集架的側壁,同時開機運作應再看一下物品放入擱架上后密集架是否運作良好,壓縮機接頭等細小的部位是否完全無問題。 4、檔案密集架整體移動 一切檢查完畢后,可以開機運作了。在運作的時候要先把密集架內部擺放物品的擱架消一遍,以便保證的時候要先把密集架擱架上的食品或產品更清潔。 5、密集架調控 這點是必要的,在運作時要先調控好密集架,否則調控不當會造成銷售物品損壞。但對庫房地面的承載力要求也高,按中國《檔案館建筑設計規(guī)范》的規(guī)定,承載力為每平方米1200千克。用于能夠說密集架的呈現讓企業(yè)的管理愈加的專業(yè)化和科學化,同時密集架這種工具也極大的進步了企業(yè)的效率,所以密集架行業(yè)開展起來。企事業(yè)單位圖書資料室、檔案室、樣品室等存放圖書資料、檔案、財務憑證、貨物等與傳統(tǒng)式書柜、書架、貨架、檔案架相比,存儲量大,且更有系統(tǒng)性;每列之間的接觸面配有緩沖,磁性密封條頂部有防塵板,底部有防鼠裝置,每列設有限位制動裝置及防傾倒裝置 表面要求 1、除油、去銹處理工藝: ① 工件表面的油污、銹斑及氧化層,經化學法脫脂后,沒有油脂、浮濁液 等污物,其表面被水完全浸濕。 ② 酸洗后的工件,沒有目視可見的氧化物、銹斑等腐蝕現象,其表面色澤基本均勻。 2、磷化處理工藝: ①磷化處理主要采用浸漬法進行。 ② 磷化處理以鋅鈣的磷酸二氫鹽為主要成份溶液,經磷化槽液的配制、調整,按工藝規(guī)程要求進行。 ③ 磷化后的工件,采用流動水徹底清洗,提高工件表面的清洗質量,同時采用熱的絡酸溶液作封閉處理。 ④ 工件經磷化、水洗后,采用烘干機處理干燥后方可噴塑。 ⑤ 經磷化處理后的工件與噴塑時間相隔一般不超過24小時,邊列有鎖具,用于整體鎖閉,傳動機構通過精加工處理,使用精密軸承,傳動靈活平穩(wěn),層板間距根據需要可自由調節(jié);為密集存儲的必備設備。

