


遼寧沈陽市大口徑珩磨管 <沈陽>九冶管業有限公司
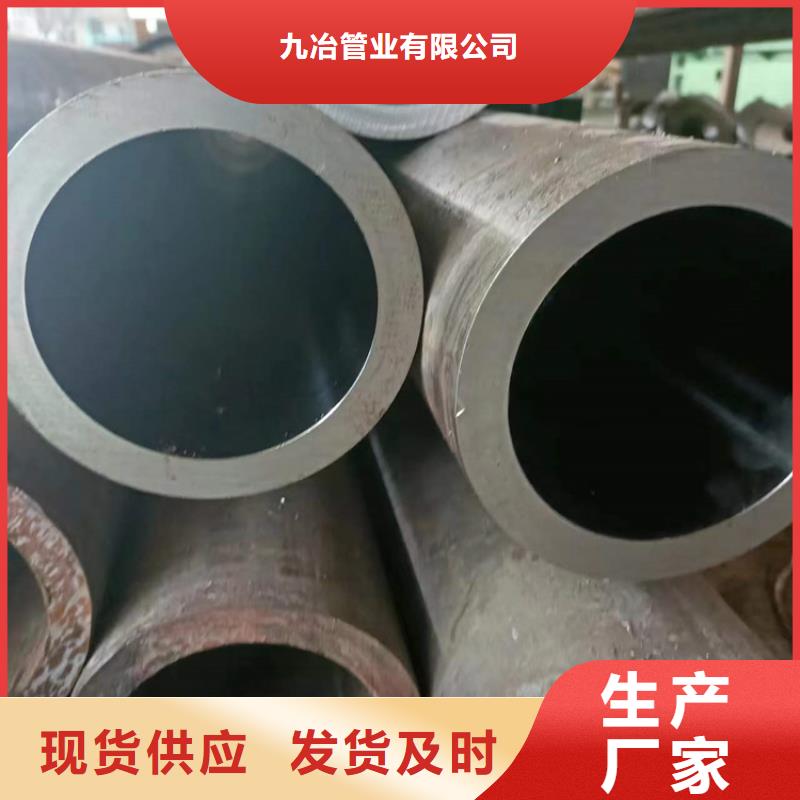
但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。

直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。
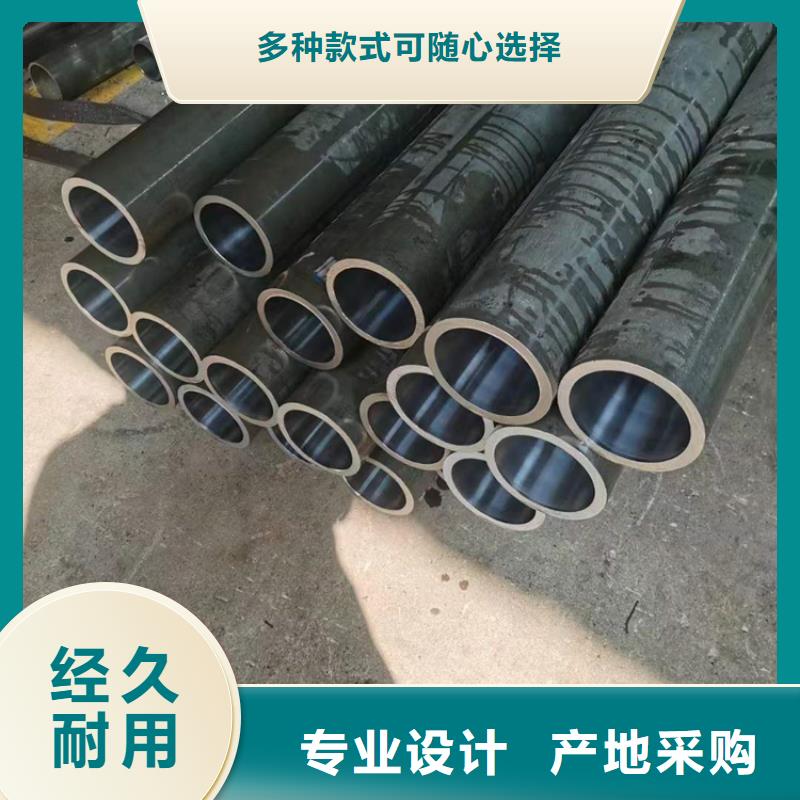
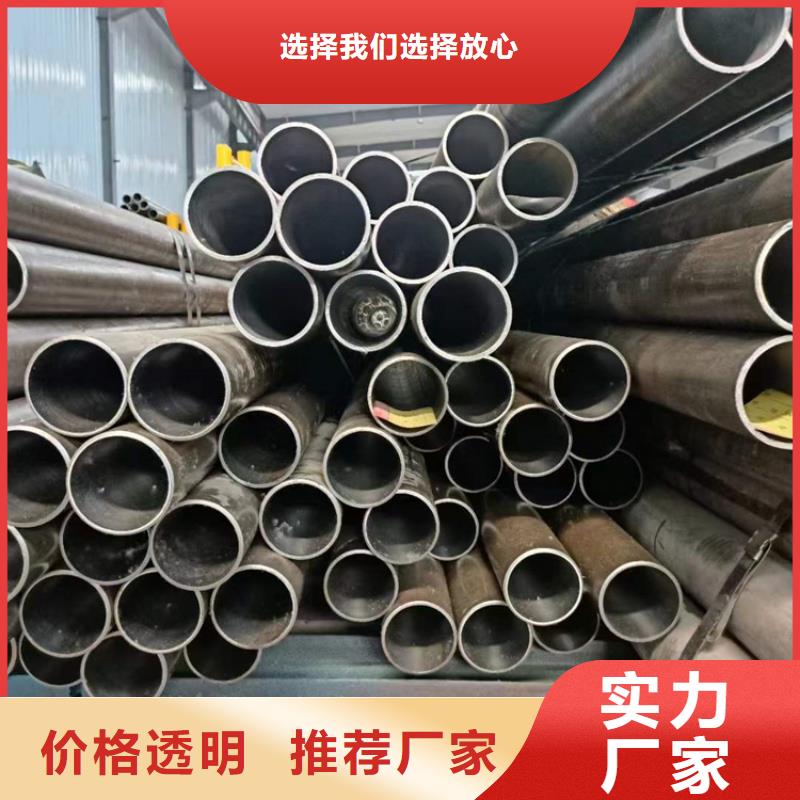
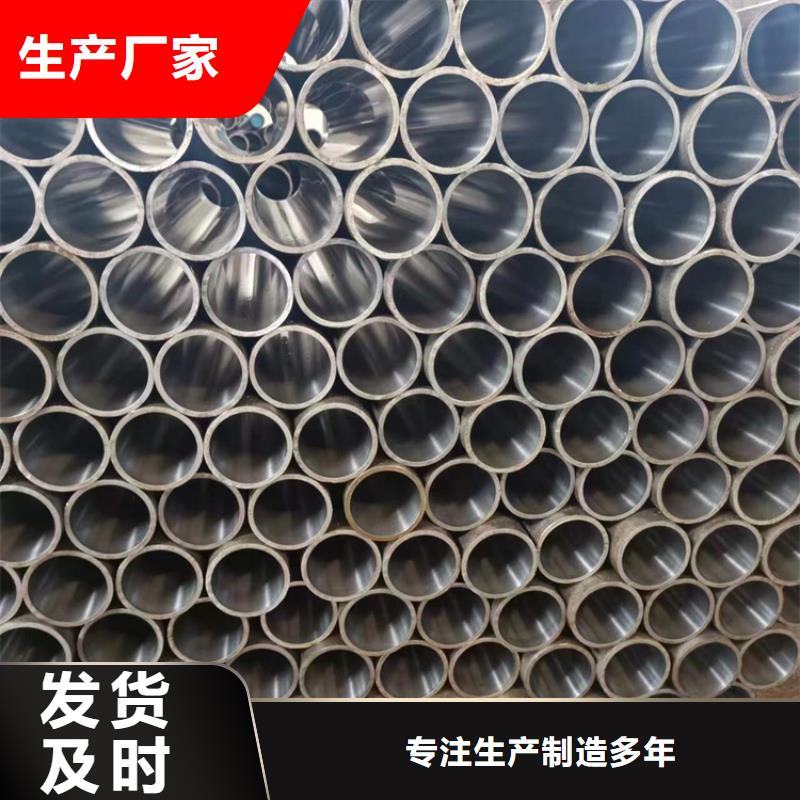
<沈陽>九冶管業有限公司 遼寧沈陽市大口徑珩磨管 <沈陽>九冶管業有限公司珩磨管與普通無縫鋼管相比的話,很明顯珩磨管的優勢要更加突出,雖然珩磨管每噸會比無縫鋼管貴差不多五百左右,但是珩磨管的外徑更小,而且精度高,珩磨管有較好的表面質量。關鍵的是,珩磨管可以進行小批量生產,大大提高了工作效率。而且珩磨管的橫截面積可以被制作成各種復雜形狀,在此情況下,珩磨管產品的優越珩磨管是通過珩磨工藝加工而成的管材,因為珩磨管 的特點就是有良好的表面光潔度以及耐磨性,因為將在珩磨管管材表面形成了一定角度的交叉網紋,這些網紋里可以存留一定的油起到潤滑的作用,從而減少磨檫,延長管材的使用壽命。

