

無需繁瑣的文字描述,觀看我們的視頻,讓PE給水管-HDPE克拉管支持貨到付清產品一覽無余!
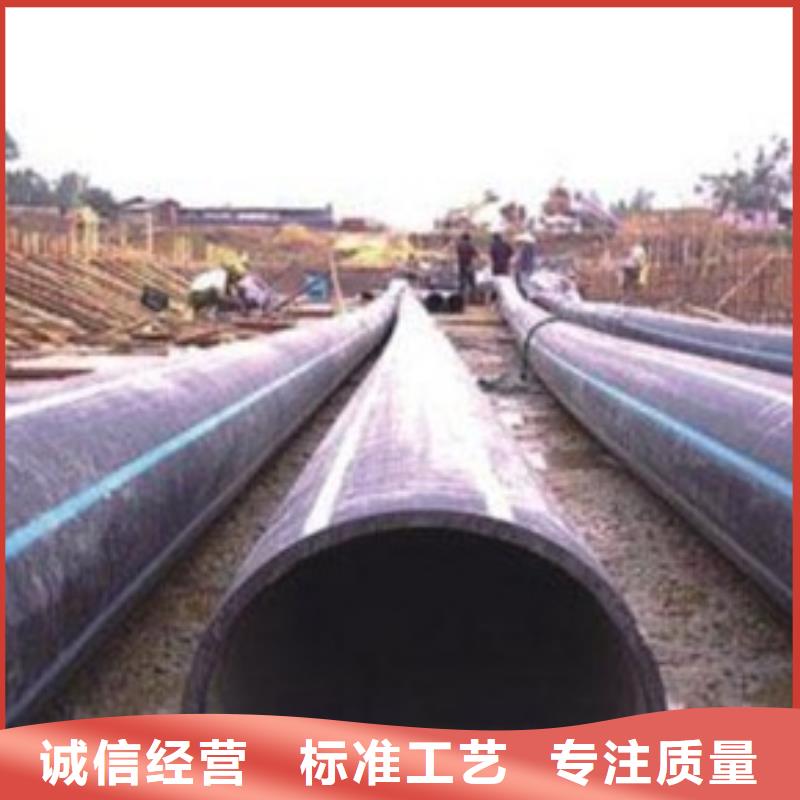
以下是:PE給水管-HDPE克拉管支持貨到付清的圖文介紹

盡管HDPE管道已經成功應用于許多領域,但在使用過程中仍需要注意以下幾個事項熔接:熱熔連接時,溫度必須到210±10℃,應注意避免過火燒焦。埋地:在管溝內工作時,必須考慮必要的措施。測試:以水為壓力測試介質,在測試時,應采取措施防止管道運動或損壞。定位:聚乙烯材料不能被磁性定位設備所控制,可采用其它方法檢測聚乙烯管線,包括示蹤線、標示帶、檢測帶、畫線標示、電子標示系統和聲控管線示蹤方法進行探測氣壓:HDPE管道不能應用于高壓氣體輸送領域。應用范圍:有些場合不使用HDPE管道,請向供貨商咨詢其耐化學腐蝕性能。靜電:HDPE管道拌有高的靜電,在易燃易爆氣體場合,應采取相應的靜電的措施。沖擊性能:HDPE管道抗沖性好,用錘子去敲打管道,應注意管道會產生一定的回彈力。盤卷:盤卷的小口徑HDPE管道象彈簧一樣儲存有能量,如果切開包裝帶,會產生較大的回彈力。儲存:如果管材必須堆積儲存,那么應避免過高堆積,并且應直排堆放,如果管道的堆放不適當,管材可能會發生變形。重量:盡管HDPE管道較其它傳統管材輕,但仍具有一定的重量,因此在搬運和施工時應小心謹慎。卸貨:必須使用正確的卸貨設施,應檢查所有用于搬運的工具是否符合要求。


施工步驟
材料準備:將管道或管件置于平坦位置,放于對接機上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面雜質和氧化層,保證兩對接端面平整、光潔、無雜質。對中:兩焊管段端面要完全對中,錯邊越小越好,錯邊不能超過壁厚的10%。否則,將影響對接質量。加熱:對接溫度一般在210-230℃之間為宜,加熱板加熱時間冬夏有別,以兩端面熔融長度為1-2mm為佳。熔融對接:是焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以2-4mm為宜。冷卻:保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準。對接完成:冷卻好后松開卡瓦,移開對接機,重新準備下一接口連接。


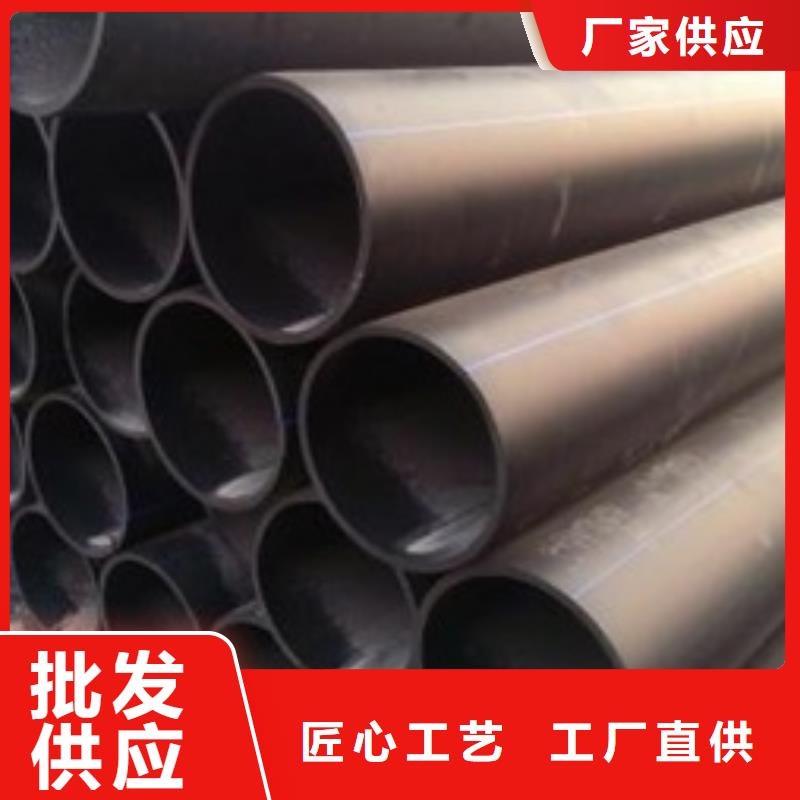
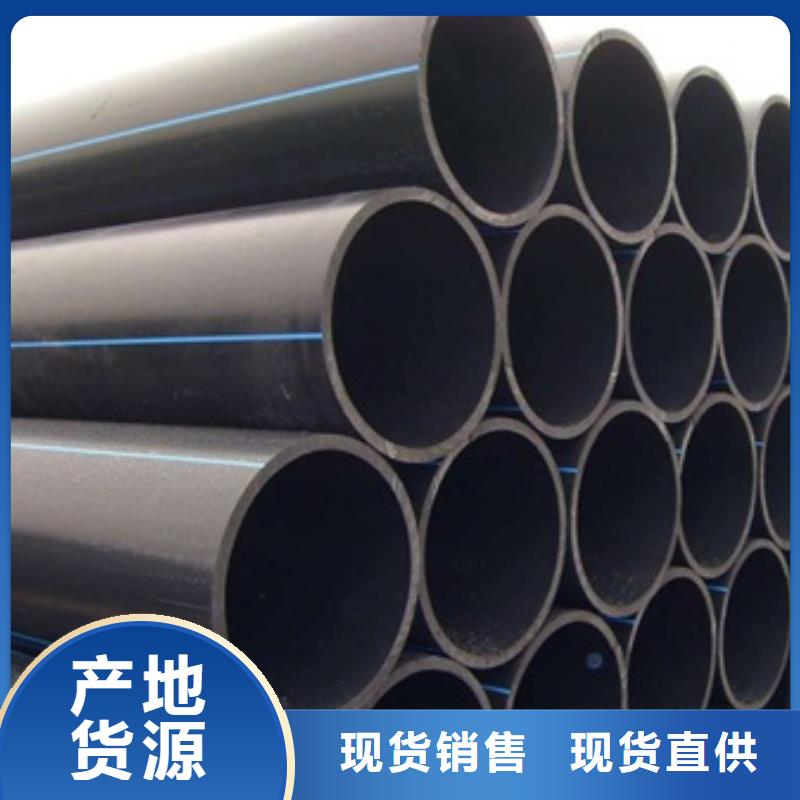
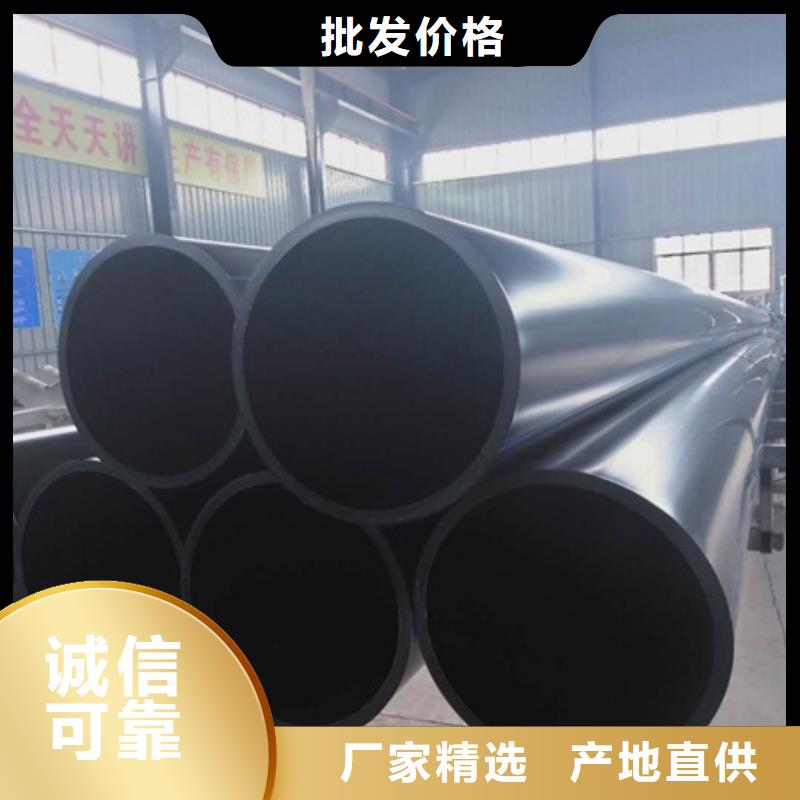
日基科技發展有限公司(韶關分公司)配備了先進的 PE給水管生產設備、雄厚的技術力量及完善的檢測手段, 技術力量水平居 PE給水管行業較高地位。 PE給水管產品暢銷全國各地,深受用戶信賴。 面對激烈的市場競爭及新的考驗,公司將繼續不斷引進新技術、 新工藝,以適應客戶需求。



PE給水管連接方法
聚乙烯管材與管材、管材與PE管、管材與配件,以及聚乙烯管與金屬管之間的連接方式很多,不同的連接方式都有自身的優點和局限性,用戶可根據管道直徑、工作壓力、使用場所等環境,選擇合適的連接方式。城鎮供水聚乙烯管道常用的連接方式有:熱熔連接、電熔連接、承插式柔性連接、法蘭連接、鋼塑過渡接頭連接等熱熔連接熱熔連接是用專用加熱工具,在壓力下加熱聚乙烯管材或管件的待連接部位,使其熔融后,移走加熱工具,施壓將兩個熔融面連在一起,在穩定的壓力下保持一段時間,直到接頭冷卻。熱熔連接包括熱熔對接連接、熱熔承插連接、熱熔鞍型連接。



