


產品詳細介紹
 不銹鋼復合管護欄還具有節能環保的功效
不銹鋼復合管護欄還具有節能環保的功效
1、 不銹鋼復合管護欄的污染、生銹的原因和情況,每種情形均完全不同,故須采用合乎各種狀況下適合的處理方法。2、 為減輕污染、生銹而使用清洗藥液時,請事先做局部性“試擦”,來確認清洗效果。測試結果若得到滿意,再依此方法做清掃。而清掃不要只作污染生銹部分,盡可能連周圍部分也做清掃。若不如此做,不銹鋼表面的光澤會不均勻,對產品的外觀也會有影響。3、 使用清洗藥液后,必須用清水完全清洗干凈,注意不可讓藥液殘留不銹鋼表面,否則會造成再次生銹現象。同時清洗藥液會引起手的粗糙或斑疹。故在清理不銹鋼護欄時需戴橡膠手套再使用。4、使用布、絲瓜、尼龍制海綿、刷勾、刷子清掃用具時,必須沿著不銹鋼研護欄磨自平行的清掃。
經過不同的拋光工藝,形成鏡光、亞光、拉絲表面等現代工業化加工的裝飾效果,而且不銹鋼在冷加工、熱加工、焊接等方面都具有良好的物理性能。高端的不銹鋼復合管護欄構配件采用的是不銹鋼材質制作,有著的機械性能和優越的耐腐蝕性能,使得產品具有良好的抗水平荷載性能、抗垂直荷載性能、抗軟重物撞擊性能,保障了建筑物的使用。此外,不銹鋼復合管護欄與太陽能光伏發電系統、太陽能真空管、真空集熱板的結合應用,使不銹鋼復合管護欄具有利用綠色、清潔、環保的太陽能造福人類,并且使用壽命長、維護成本低的功效,在減小甚至杜絕污染的同時,大大降低能耗,具有節能環保的功效。
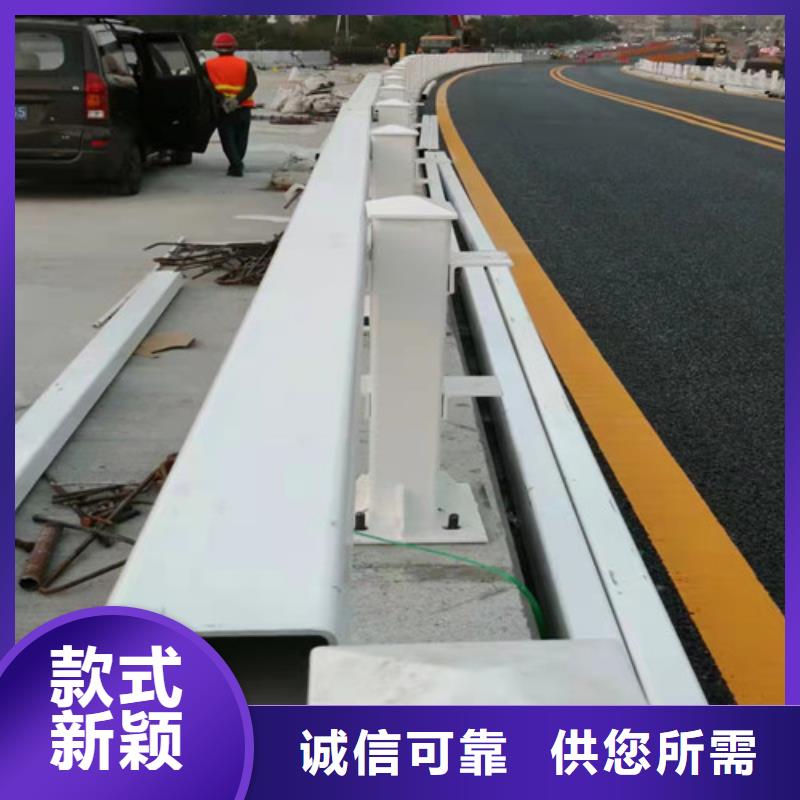
 了解下橋梁護欄的施工留意事項
了解下橋梁護欄的施工留意事項
橋梁護欄施工留意事項!橋梁護欄是指設置于橋梁上的護欄。橋梁護欄的目的是為了避免失控車輛越出橋外,具有使車輛不能打破、下穿、翻越橋梁以及美化橋梁建筑的功用。橋梁護欄在施工時還需求留意以下三點問題。
護欄施工時應控制各種設備的材料,特別是埋設于路基中各種管道的位置,在施工過程中不允許對公開 設備形成任何毀壞。如遇公開通訊管線、泄水管或涵頂填土深度缺乏時,應調整立柱位置,或改動立柱固定方式。
當立柱打入過深時,不得將立柱拔出矯正,需將其他全部拔出,將其根底重新夯實后再打入,或調整立柱位置,橋梁護欄應裝置法蘭盤,留意法蘭盤的定位和立柱頂面標高的控制。一座勝利的橋,要靠主體構造來支承,也要靠橋梁的構筑物--欄桿的建造。
而組成一座完好的橋,從而到達美觀、適用、鞏固、耐久的目的。橋梁護欄材質的選擇常常是由設計的時分思索進去的,契合國度的規范,但是施工裝置也是很重要的,裝置的好壞決議它的平安性和美觀性。
橋梁護欄的裝置工藝嗎,施工準備:機具:電焊機(望柱焊接)、氬弧焊機、角磨機、電纜線各一套,輔助工具:榔頭、鐵氈、墨斗、線垂、水準儀、施工線、鋼卷尺、記號筆、掃帚等、 輔料:粗細不等鋼筋、水泥、河砂、建筑膠水、鋼絲球。

 304不銹鋼復合管適于沿海地區抗老化抗腐蝕效果頂呱呱不銹鋼復合管簡介:不銹鋼/碳鋼復合管,是由不銹鋼(SUS304)與優質碳素結構鋼(Q195-Q23SPCC)等雙金屬,經高科技同步復合焊接而成,產品兼具不銹鋼卓越美觀華麗外表抗腐蝕性能和碳素鋼結構強度大諸多突優點與純不銹鋼管相比,節約了成本,增加了強度。
春節過后不銹鋼復合管價格家,東占地面積8萬多平方米,員工近百人,專業從事護欄立柱與不銹鋼復合管制作及其工程設計、生產、售與安裝,并具有一整套完善運營模式。擁有完整不銹鋼及不銹鋼復合管生產線24條,以及各類金屬加工設備多套(數控等離子切割機、沖床、冼床等),還擁有噴塑車間,良好地處理好鋼板表面效果。
不銹鋼復合管201不銹鋼復合管護欄廠家產品碳素鋼外襯不銹鋼復合管介紹:碳素鋼外覆不銹鋼復合管是將薄壁奧氏體不銹鋼管,經高科技同步冷擠壓,從而均勻復合在鍍鋅鋼管或無縫鋼管外壁,使兩種金屬材料有機。
為什么不銹鋼復合管能夠在生活中普及,而且廣受大家喜愛呢相信不銹鋼復合管產品性能和質量是大家選擇因,現如今人們生活平提高,在注重價格同時,很多人更注重質量,所以說好產品都是能夠得到大家喜歡。
什么是不銹鋼復合管不銹鋼復合管途廣泛不銹鋼復合管簡介:不銹鋼/碳鋼復合管,是由不銹鋼(SUS304)與優質碳素結構鋼(Q195-Q23SPCC)等雙金屬,經高科技同步復合焊接而成,產品兼具不銹鋼卓越美觀華麗外表抗腐蝕性能和碳素鋼結構強度大諸多突優點與純不銹鋼管相比,節約了成本,增加了強度。
廣斌金屬材料有限公司
304不銹鋼復合管適于沿海地區抗老化抗腐蝕效果頂呱呱不銹鋼復合管簡介:不銹鋼/碳鋼復合管,是由不銹鋼(SUS304)與優質碳素結構鋼(Q195-Q23SPCC)等雙金屬,經高科技同步復合焊接而成,產品兼具不銹鋼卓越美觀華麗外表抗腐蝕性能和碳素鋼結構強度大諸多突優點與純不銹鋼管相比,節約了成本,增加了強度。
春節過后不銹鋼復合管價格家,東占地面積8萬多平方米,員工近百人,專業從事護欄立柱與不銹鋼復合管制作及其工程設計、生產、售與安裝,并具有一整套完善運營模式。擁有完整不銹鋼及不銹鋼復合管生產線24條,以及各類金屬加工設備多套(數控等離子切割機、沖床、冼床等),還擁有噴塑車間,良好地處理好鋼板表面效果。
不銹鋼復合管201不銹鋼復合管護欄廠家產品碳素鋼外襯不銹鋼復合管介紹:碳素鋼外覆不銹鋼復合管是將薄壁奧氏體不銹鋼管,經高科技同步冷擠壓,從而均勻復合在鍍鋅鋼管或無縫鋼管外壁,使兩種金屬材料有機。
為什么不銹鋼復合管能夠在生活中普及,而且廣受大家喜愛呢相信不銹鋼復合管產品性能和質量是大家選擇因,現如今人們生活平提高,在注重價格同時,很多人更注重質量,所以說好產品都是能夠得到大家喜歡。
什么是不銹鋼復合管不銹鋼復合管途廣泛不銹鋼復合管簡介:不銹鋼/碳鋼復合管,是由不銹鋼(SUS304)與優質碳素結構鋼(Q195-Q23SPCC)等雙金屬,經高科技同步復合焊接而成,產品兼具不銹鋼卓越美觀華麗外表抗腐蝕性能和碳素鋼結構強度大諸多突優點與純不銹鋼管相比,節約了成本,增加了強度。
廣斌金屬材料有限公司


不銹鋼復合管護欄制造的基本工序
不銹鋼復合管護欄在日子中的應用十分廣泛,咱們日常日子中的許多地方都離不開不銹鋼復合管護欄。咱們都知
道不銹鋼復合管護欄的運用效果許多,可是卻不知道不銹鋼復合管護欄的制造工序,現在咱們大家就一起來簡略的了
解一下。
一,概述
不銹鋼復合管護欄是由較厚的珠光體鋼(基體)與較薄的不銹鋼(復層)復合軋制而成的雙金屬板。基體主要是
碳鋼和低合金鋼,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,復層多為耐蝕性好的不銹鋼,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不銹鋼復合管護欄的底層與復層交界處的焊接屬異種鋼焊接,其焊接性主要取決于復層和底層的物理性能、化學
性能、接頭方式及填充金屬種類,常發作高溫結晶裂紋、推遲裂紋和脆化問題。焊接的辦法有:焊條電弧焊、埋弧焊
、CO2氣體維護焊等,現在常用氬弧焊焊接復層、焊條電弧焊焊接底層。為了確保復合鋼板不失去原有的綜合性能
,底層與復層有必要別離進行焊接;底層的焊接工藝與珠光體相同,復層的焊接工藝與相應的不銹鋼相似,而底層與
復層交界處的異種金屬焊接是關鍵。
二,焊前預備
1,不銹鋼復合管護欄的切開,一般總厚在12mm以下時,選用機械剪切合冷沖壓加工等方,加工時復層有必要
向下底層向上,不能損傷復層外表和結合處;在底層和復層都較厚的情況下,可選用等離子切開(從復層側開始切開
)和氧-乙炔火焰切開(從基體側開始,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
2,不銹鋼成形制造,要盡或許實行常溫冷態彎曲成形,不能在滾床或壓床進行急劇彎曲,要逐段緩慢加工成形
;如果需求熱加工成形的話,首先要清洗工件外表油污及雜質,運用弱氧化性演加熱工件,以防增碳現象;關于低碳
鋼基體可以空冷,對低合金鋼基體要進行保溫緩冷。加熱溫度在700~850℃。
3,坡口制造,制造坡口時一般薄件可選用Ⅰ形坡口,較厚的可選用V形、U形、X形、V和U聯合形等方式的坡
口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復層,以確保焊接接頭具有較好的耐蝕性。當
焊接方位受到限止,只能選用單面焊時,可選用V形坡口,先焊復層,再焊過度層,終焊底層,焊接時盡量使復層
中少熔入底層成分。
4,不銹鋼復合管護欄焊接材料的選用,當復合板厚度小于25mm時,底層也可全用A302焊條(應力較大);
當復合板大于25mm時,可先用純鐵焊條焊一層過渡層,然后用鋼焊條焊接底層,常用焊材選用如下圖:
三,焊接操作
1,不銹鋼復合鋼的焊接順序一般為:先焊底層,再焊過渡層,終焊復層以確保焊接接頭具有良好的耐蝕性,
一起還應考慮過渡層的焊接特點,盡量削減復層一側的焊接作業量。
2,角接接頭不管復層坐落內側仍是外側,均先焊接底層。當復層坐落內側時,在焊復層曾經應從內角對底層焊
根進行清根;當復層坐落外側時,應對底層終焊道進行磨光,焊接復層時可先焊過渡層,也可直接焊復層,這要看
不銹鋼復合管護欄厚度而定。
3,由于過渡層在高溫下有碳擴散過程發作,在交界區形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜
亂的金相安排,添加焊接難度。因此,為了防止 層基體焊縫熔入奧氏體,可預先將接頭附近的復層金屬加工掉一
部分。
4,先焊底層, 道底層焊縫不應熔透到復層,以防焊縫金屬發作脆化或發作裂紋,底層鋼焊接時,仍按底層
慣例焊接電流。底層焊完后,用碳弧氣刨、鏟削、磨削等辦法清理焊根,要求高的,經X射線探傷合格后,才能焊接
過度層。
5,過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應盡量少焊接電流;要選用小直徑焊條
和窄焊道,有必要蓋滿底層焊縫切高出底層1mm焊縫成形要滑潤,不能凸起,否則要打磨掉。
6,焊接小直徑不銹鋼復合鋼管時, 層焊道應選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
7,關于大厚度不銹鋼復合管護欄制造的高壓容器,施焊過程中先焊內部不銹鋼復合層,再焊一層鐵素體過渡層
終用低合金鋼焊條填滿底層焊縫。
8,根據作業條件選用結構材料時,應使奧氏體焊縫與珠光體鋼熔合區中的擴散層降低到小程度,這關于高溫
和有腐蝕介質中作業的構件和焊后需求進行回火處理大型構件來說尤其重要。
9,操作時要注意維護非焊接部位復層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復層
約2mm.
四,焊后處理
對不銹鋼復合鋼的焊接接頭,一般既不進行復層的固溶處理,也不進行消應力處理。可是關于極厚的焊件,常常
采取中間退火和消應力處理,殘余應力的熱處理好在底層焊完后進行,熱處理后再焊過渡層和復層,如需整體
熱處理時溫度的選擇要考慮對復層耐蝕性的影響、過渡層的不均勻性及異種鋼物理性能的差異,溫度一般為:450~
650℃。
不銹鋼復合鋼的焊后處理常用辦法有:退火處理、噴丸處理、借助變形法應力。