您的位置>首頁 >商洛當地行業新聞 >
厚壁焊管詢問報價
更新時間: 2025-05-16 21:44:05 ip歸屬地:商洛,天氣:陰,溫度:30 瀏覽次數:1
以下是:厚壁焊管詢問報價的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 100000噸 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 0 |
|---|
| 質量等級 | 優 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | Q345 Q235等 |
|---|
| 產品品牌 | 鵬鑫 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 原色 |
|---|
| 適用領域 | 機械等 |
|---|
| 是否進口 | 否 |
|---|
以下是:厚壁焊管詢問報價的圖文視頻
導讀 在陜西省商洛市采買厚壁焊管詢問報價到鵬鑫鋼鐵有限公司(商洛分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-18762195566,QQ:595117986,地址:《山東聊城經濟開發區武夷山路》。 陜西省,商洛市 商洛地區歷史悠久。據考古發現,早在一百多萬年前的舊石器時期,這里就有先民活動。《史記·殷本紀》載,契長而佐禹治水有功,封于商,商,國名也。《括地志》云:商州東八十里商洛縣,古之商國。《水經注》曰:丹水自上洛經商縣南,契始封此。商洛因境內有商山、洛水而得名,始名于漢朝,指上雒(縣)和商(縣)的地域合稱。商洛市境內名勝古跡有5A級景區金絲大峽谷,以及牛背梁森林公園、柞水溶洞、二郎廟、豐陽塔、大云寺、天竺山、月亮洞等。自2010年開始,一年一度的中國秦嶺生態旅游節在商洛市舉辦。
鵬鑫鋼鐵
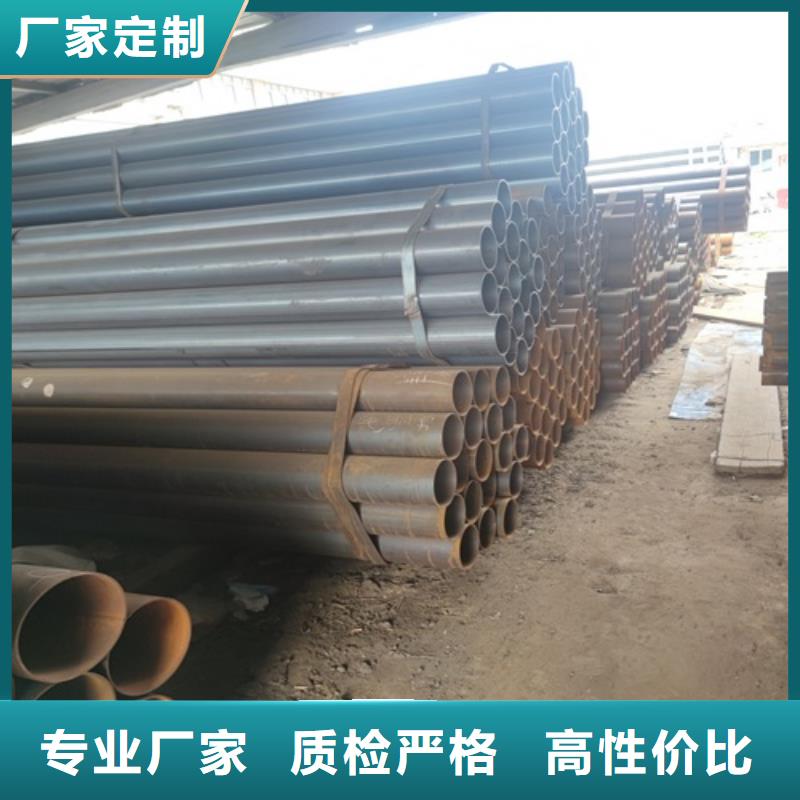
商洛厚壁焊管詢問報價
Q235B焊管生產流程:
1、直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低;
2、直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了;
3、補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。


商洛厚壁焊管詢問報價
Q345B焊管應從工藝因素上采取以下措施可防止夾渣:
1)采用低氫型堿性焊條。由于藥皮含有大量的大理石和氟化鈣,使熔渣顆粒比重較小。較大量的氟化鈣會使熔渣稀釋,流動性得到改善,熔渣的表面張力較大,易于聚結。
2)保證Q345B焊管裝配質量。坡口角度與鈍邊大小應合理選擇,并盡量敲到裝配間隙均勻。注意清理好坡口處的氧化皮等臟物。
3)正確選擇合適的Q345B焊管焊接工藝規范,如電流過小,熔池停留時間短促,熔渣的流動性不好來不及浮出就造成夾渣。電流過大又會使藥皮發紅脫落,造成大塊夾渣。焊條不希望作大幅度的橫向擺動。焊縫接頭處的藥皮應提前打好再接頭,以避免接頭夾渣。


商洛厚壁焊管詢問報價
總結 在陜西省商洛市采購厚壁焊管詢問報價請認準鵬鑫鋼鐵有限公司(商洛分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-18762195566,QQ:595117986,地址:山東聊城經濟開發區武夷山路)。