








鋼板卷管鋼板卷筒殼電注作品圖片附件預覽71卷筒殼電機71卷筒殼電機分解圖71卷筒殼電機裝配體71卷筒殼電機四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請等待或重新刷新本頁面!圖紙簡介該電機為71機座號立式大法蘭安裝方式電機,出軸配皮帶專用,該圖紙按現有生產產品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數可編輯。發布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風幣可否編輯:可進行編輯,含參數下載地址(所需金額:20沐風幣)立即下載(10.99MB)已有人關注
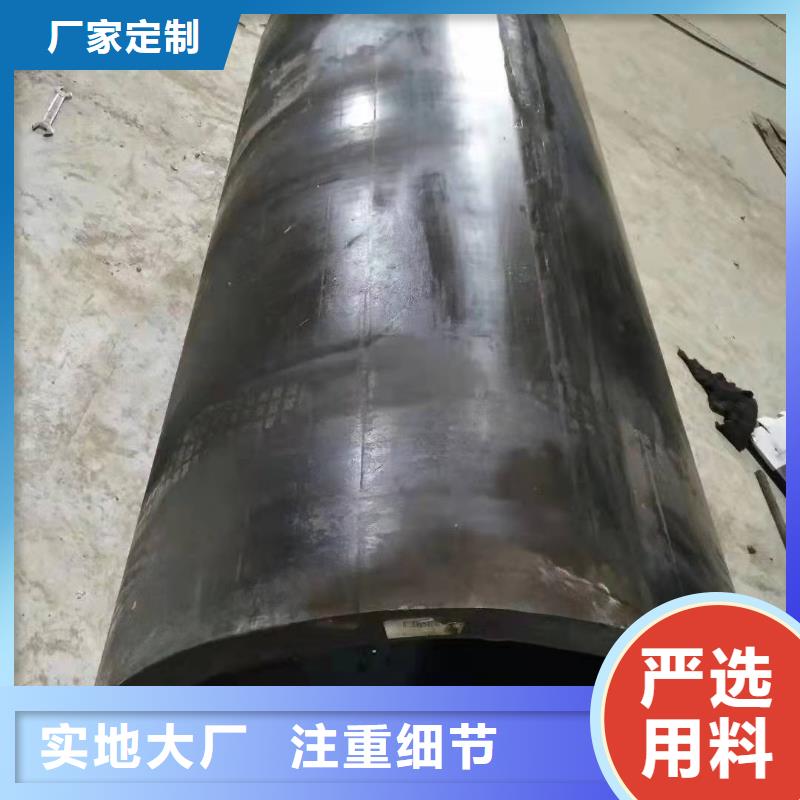
焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
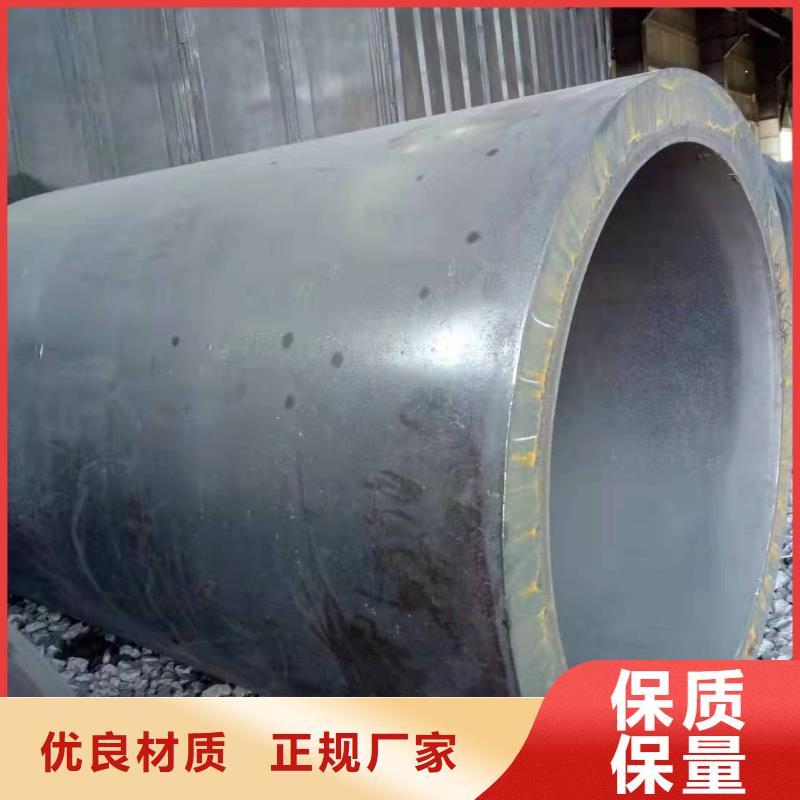
采用空氣等離子切割機將卷管切成單根。
切成單根Q345B鋼板卷管后,每批卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,鋼板卷管廠,化學成份,溶合狀況,Q345B卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。

鋼板卷筒筒體的制作方法
技術領域:
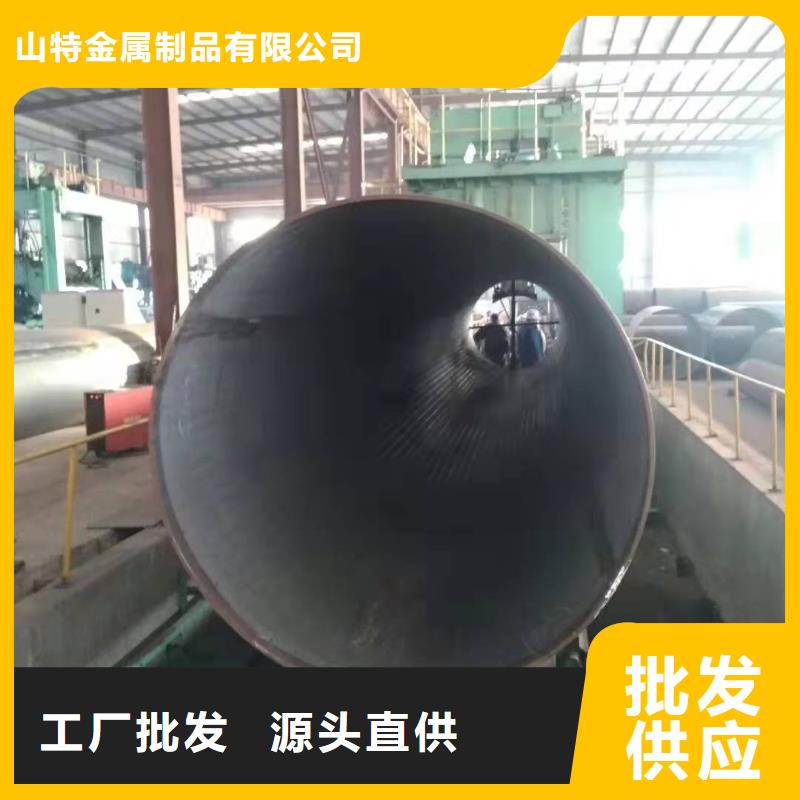
本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊
厚壁鋼板卷管廠定制主要生產銷售:鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的大型卷管廠,本廠生產的丁字焊卷管,16Mn卷管,Q345B卷管,異型卷管遠銷國內外各大工程建筑。
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等標準生產,本公司開發研制的各種卷管系列產品暢銷全國各地,廣泛出口歐美、中東及東南亞 和地區。卷管年生產能力達10萬噸,公司還擁有國內的渦流探傷和水壓試驗機,理化試驗無損探傷等設備,是華北地區一定規模的卷管生產企業。
