

<商洛>鵬鑫鋼鐵
商洛直縫焊管規(guī)格齊全
格齊全")
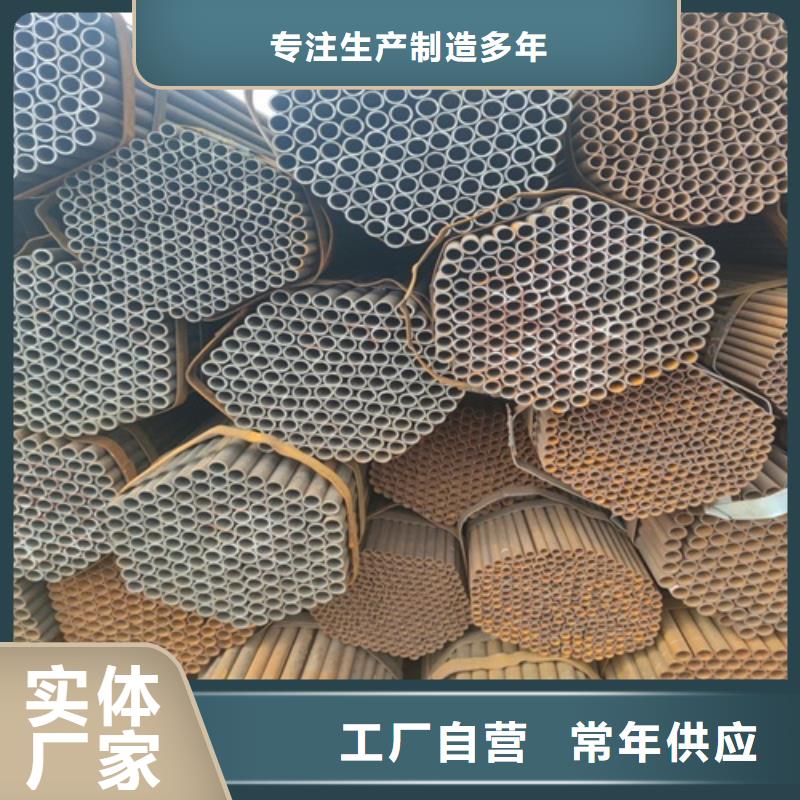
冷軋焊管工藝流程 冷軋焊管具有承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口壓扁無裂縫等特點(diǎn),冷軋焊管主要用于機(jī)械結(jié)構(gòu)、液壓設(shè)備及汽車摩托車的氣動(dòng)或液壓元件,如氣缸或油缸等。 冷軋焊管生產(chǎn)基本的工藝流程是:熱軋毛管—>毛管檢查、修磨—>毛管酸洗—>毛管酸洗后復(fù)檢—>冷拔—>精拉道次前矯直—>酸洗、潤滑—>精拉—>成品前處理—>入庫。 冷軋焊管生產(chǎn)需要注意事項(xiàng): 1、毛管 冷軋焊管毛管壁厚要均勻、內(nèi)外表面缺陷少;要配置外表面拋光及內(nèi)孔缺陷清理設(shè)備。 2、復(fù)檢 冷軋焊管與普通冷拔鋼管相比,冷軋焊管生產(chǎn)增加了熱軋毛管酸洗復(fù)檢工序,主要是要保證毛管外表面無折疊、裂紋等缺陷,排除掉內(nèi)表面存在折疊、嚴(yán)重劃線、麻面等缺陷的毛管。 3、工具 一般冷軋焊管生產(chǎn)所使用的工具的表面光潔度要求在Ra0.4以上,尺寸精度達(dá)到H3以上,硬度要求在HRC70以上。同時(shí)要求拉拔過程中不能出現(xiàn)頂頭或模具粘鋼現(xiàn)象。 4、退火 退火在所有的冷軋焊管生產(chǎn)中是非常重要的工序,退火質(zhì)量的好壞既影響鋼管的性能也影響氧化鐵皮的。冷軋焊管需要配置無氧化光亮退火爐設(shè)備。 5、酸洗 冷軋焊管在硫酸酸洗過程中容易形成以Fe2O3、Fe3O4為主的“黑渣”,在后續(xù)生產(chǎn)中形成表面黑斑。Fe2O3、Fe3O4易溶于鹽酸,為防止黑斑形成則在酸池中加入5-10g/l的NaCl。 6、潤滑 冷軋焊管應(yīng)選用樹脂作潤滑劑,這種潤滑與磷化加潤滑(皂化)相比有明顯的區(qū)別,拔制出來的鋼管呈現(xiàn)鐵基體的本色,既有高的光潔度又有冷軋管般的漂亮外觀色澤。 生產(chǎn)冷軋焊管的工業(yè)控制包括模具設(shè)計(jì)、退火、酸洗、潤滑等條件控制,同時(shí)應(yīng)在毛管質(zhì)量檢測、整修方面做好工作。
格齊全")
格齊全")
格齊全")
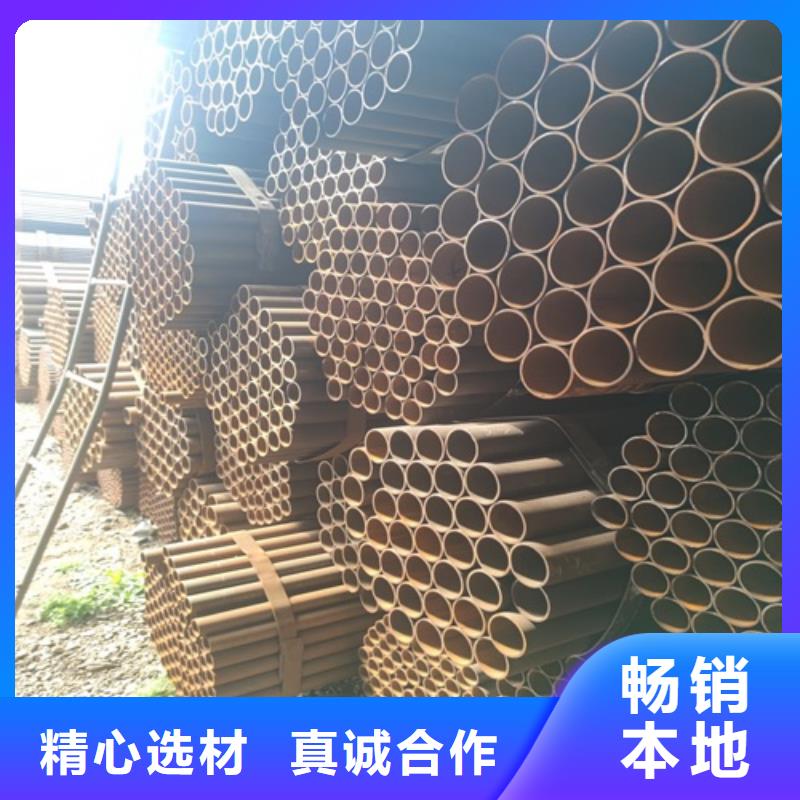
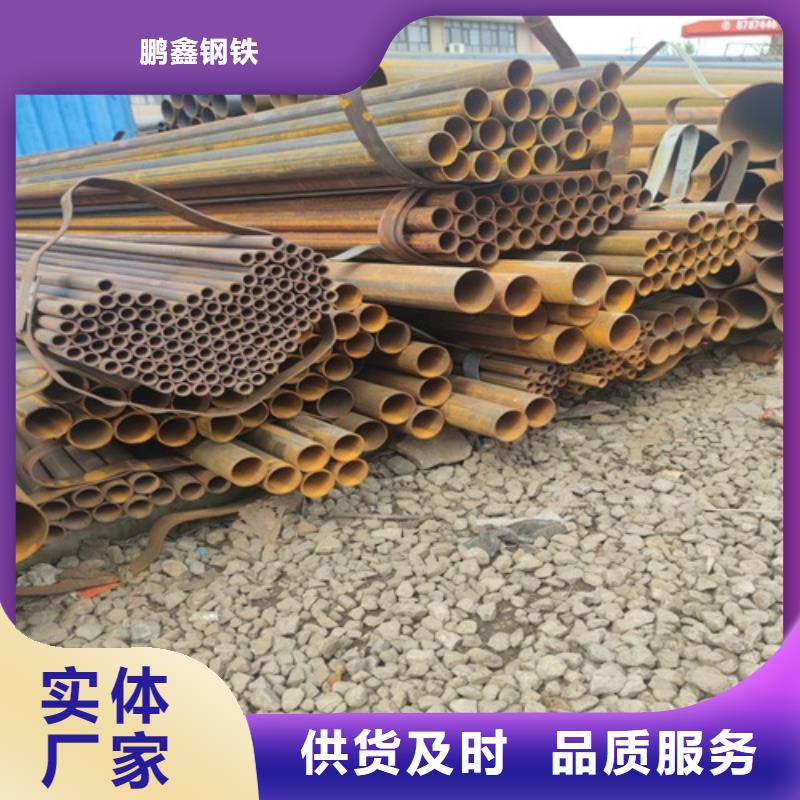
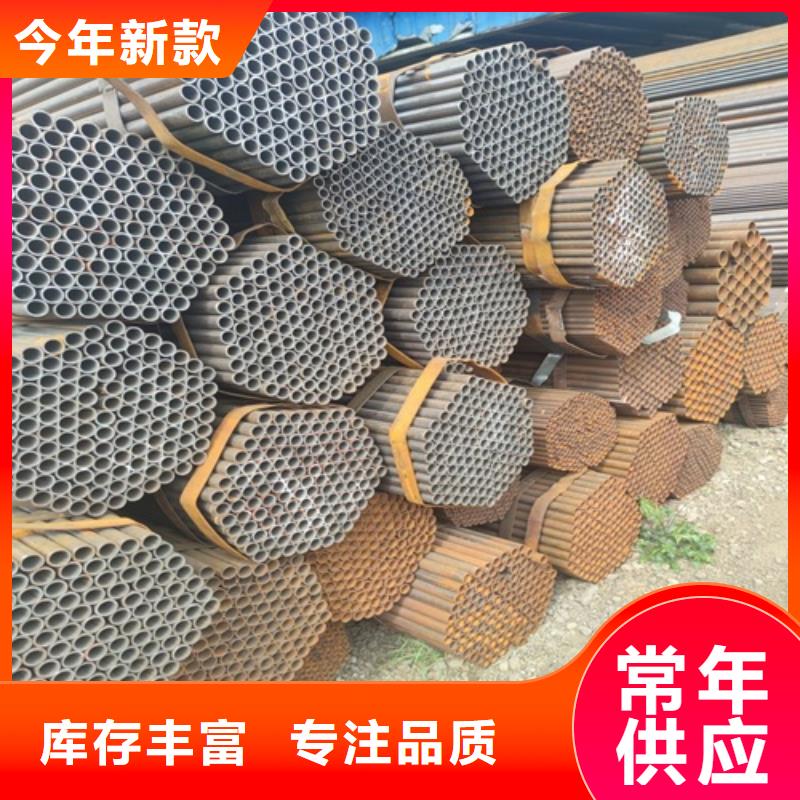
一般來講,商洛焊接鋼管分為普通焊接鋼管鍍鋅焊接鋼管氧焊鋼管公制焊接鋼管壓器鋼管薄壁管,螺旋焊接鋼管 等。 普通焊接鋼管:普通焊接鋼管以Q195A Q215A和Q235A或低碳鋼為原料。它用于傳輸?shù)蛪毫黧w。另外管道需要進(jìn)行水壓彎曲和扁平測試等。通常對表面質(zhì)量有一定要求。 交貨長度通常為4至10mm。公稱直徑的焊管規(guī)格與實(shí)際尺寸不同。根據(jù)壁厚焊接.鋼管也分為普通鋼管和加厚鋼管。 鍍鋅焊接鋼管:為了提高耐蝕性 -般的焊接鋼管以鍍鋅鋅為保護(hù)層。鍍鋅鋼管有兩種:熱鍍鋅鋅層加厚鋼管和電鍍鋅鋼管低成本。公制焊接鋼管:公制焊接鋼管由普通碳素鋼優(yōu)質(zhì)碳素鋼或低臺(tái)金鋼經(jīng)冷熱焊接或經(jīng)冷熱焊接后制成。規(guī)格采用外徑x壁厚( mm )的無縫鋼管形式。普通公制焊接鋼管通常用作旋轉(zhuǎn)軸或輸送流體等結(jié)構(gòu)元素。薄壁管用于加工家具燈具。但是制造商需要在加工中保證鋼管的強(qiáng)度和彎曲度。 螺旋焊鋼管:螺旋焊鋼管采用低碳結(jié)構(gòu)鋼或低合金結(jié)構(gòu)鋼帶按照一定的螺旋角 (成形角)軋制成管坯然后焊接制成管接頭。商洛螺旋焊管可采用窄帶鋼生產(chǎn)大口徑鋼管。焊接鋼管廣 泛應(yīng)用于石油或天然氣管道。而且螺旋焊管具有單面焊接和雙面焊接。
商洛直縫焊管規(guī)格齊全格齊全") <商洛>鵬鑫鋼鐵
<商洛>鵬鑫鋼鐵