


廠家")
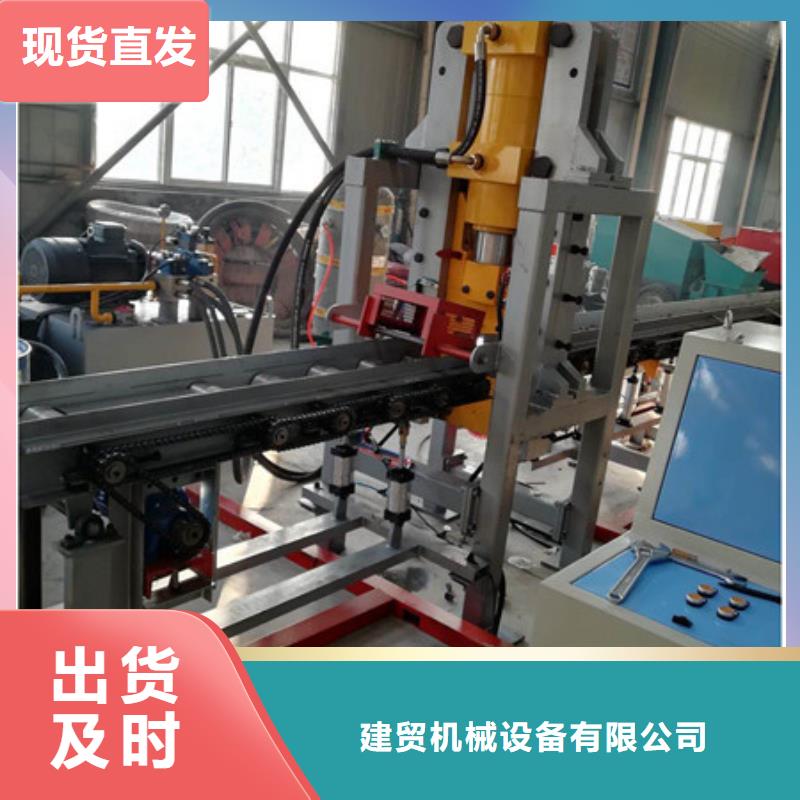
6、由PLC可編程控制器,設(shè)定鋸切全過程的自動程序。
7、送料長度采用光柵尺控制,定位準(zhǔn)確精度高,長度誤差<0.30mm。
8、可由數(shù)控控制單程自動送料長度400mm。
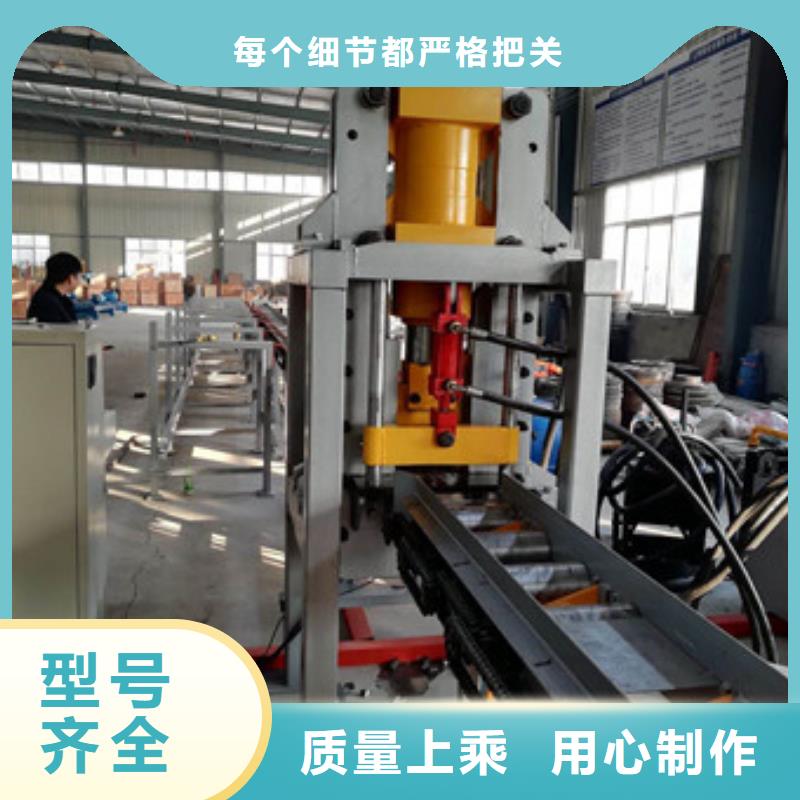
雙立柱GS4240數(shù)控帶鋸床 全自動數(shù)控金屬帶鋸床 40數(shù)控鋸床
機床的主要特征:
1、機床通過機械、電氣、液壓的配合,具有自動夾緊、自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內(nèi),可進行無級調(diào)整。
3、由于其切削刀具,采用進口薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是大、中型企、事業(yè)單位切割大型鋼胚、大型模具鋼胚的一種具有顯節(jié)材又節(jié)能的切割刀具。
4、加強型可調(diào)式鎢鋼夾持片,確保鋸切精度。
5、鋸架上下升降定位,由紫外線接近開關(guān)控制,送料控制返回原點時定位,由紫外線接近開關(guān)控制(常開)。
廠家") 值得信賴的商洛金屬切割鋸床生產(chǎn)廠家
值得信賴的商洛金屬切割鋸床生產(chǎn)廠家
雙立柱GS4240數(shù)控帶鋸床 全自動數(shù)控金屬帶鋸床 40數(shù)控鋸床
機床的主要特征:
1、機床通過機械、電氣、液壓的配合,具有自動夾緊、自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內(nèi),可進行無級調(diào)整。
3、由于其切削刀具,采用進口薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是大、中型企、事業(yè)單位切割大型鋼胚、大型模具鋼胚的一種具有顯節(jié)材又節(jié)能的切割刀具。
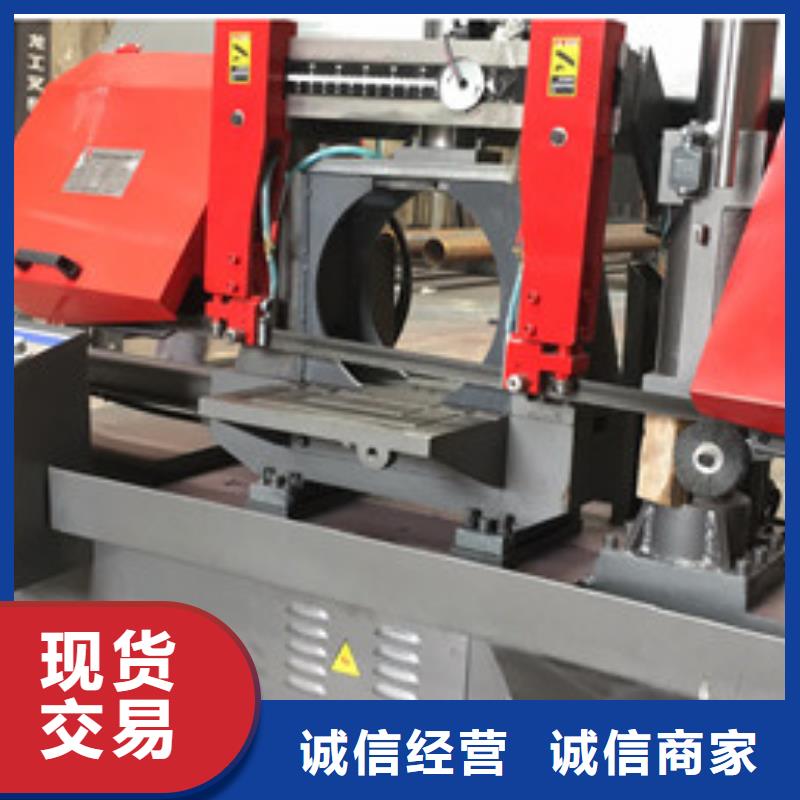
4、加強型可調(diào)式鎢鋼夾持片,確保鋸切精度。
5、鋸架上下升降定位,由紫外線接近開關(guān)控制,送料控制返回原點時定位,由紫外線接近開關(guān)控制(常開)。
確認電源連接完好后,打開主動輪罩,按鋸床起動按鈕,檢查帶鋸輪轉(zhuǎn)向是否正確。鋸床鋸切前應(yīng)根據(jù)材料的直徑及材質(zhì)選擇合適齒節(jié)的鋸條,對照面板的參數(shù)表調(diào)整鋸條的線速度及進給速度,并調(diào)整鋼絲刷輪盒,使鋼絲刷輪接觸至帶鋸條2/3齒高處。新鋸條首次使用時必須進行磨合切削,須將鋸條的線速度及進給速度降至正常切削狀態(tài)參數(shù)時的一半,且至少鋸切5個直徑為200mm或相當(dāng)切削面積的完整切片。鋸床發(fā)現(xiàn)振動或異常響聲時,應(yīng)立即停機檢查,
帶鋸床鋸下的鋸屑可以看出鋸切壓力和條件是否正確:
1、很細或粉末狀的鋸屑表示應(yīng)增加進給速率或降低鋸帶速度 ;
2、厚、重或藍色的鋸屑表示鋸條過載應(yīng)減少進給速率或提高鋸帶速度 松散盤卷的鋸屑表示理想的鋸切狀態(tài)。
廠家")
準(zhǔn)確清潔液壓系統(tǒng)。切忌運用火油或柴油作清潔液。清潔時應(yīng)選竭盡或許大的流量,使管路中液流呈紊流狀況,并結(jié)束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結(jié)束后,在熱狀況下排掉清潔液,替換新油。
按金屬帶鋸床、角度鋸床、數(shù)控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設(shè)備空氣濾清器。運用進程中,應(yīng)避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統(tǒng)管路和元件布滿油后,應(yīng)保持在劃定的油位規(guī)劃內(nèi)。帶鋸條液壓系統(tǒng)在投入運用前,必需進行嚴(yán)厲的清潔。加油時必需嚴(yán)厲過濾。
。帶鋸床液壓油的含水率。假設(shè)液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數(shù)液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應(yīng)替換新油。液壓油的氧化程度。假設(shè)液壓油色彩呈黑褐色并有惡臭味,說明現(xiàn)已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。
