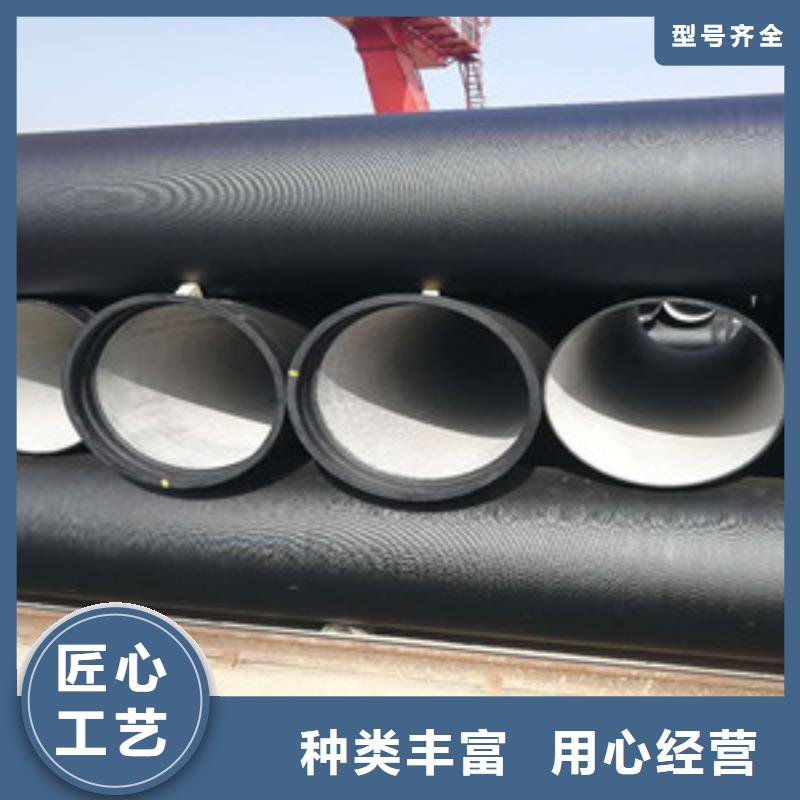








球墨鑄鐵管管材內表面是涂覆水泥沙才漿襯里—執行ISO4179標準,采用水就洗沙,高抗硫水發泥為原料。接口用密封膠圈所采人用的材料為耐疲勞強度極高的天然頭發橡膠——執行ISO4633或GB13295標準。 規格技術資料 規格(K9級) 技術參數 備注 DN100-300 水壓試驗壓力 5.0Mpa 抗拉強度≥420 Mpa 屈服強度≥300 Mpa 延的 伸 率 13-18% 硬 度 ≤230HB 涂內襯前,一對每根管子進行水壓試驗,保壓時間15秒。球墨鑄鐵因而材料本身的機械性能得到了較好的改善,具有鐵的本質,鋼的性能。退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,DN250球墨鑄鐵管機械性能好。該生產線由優質的的高爐鐵水經中頻電爐加溫,調質,防止球墨鑄鐵管安裝漏水現象方式球化,澆鑄,退火,噴鋅,水壓實驗,水泥涂襯,防腐等工藝流程的自動化程序,在產品質量,球墨鑄鐵管-球墨管-球墨鑄鐵管廠家-格瑞管業有限公司生產效率,生產控制諸方面均具有國內目前先進水平,在市場上有著巨大優勢。

承插球墨管未來有很大的發展空間球墨鑄鐵生產是獲得機械產品毛坯的主要方法之是機械制造工業的重要基礎,在國民經濟中占著相當重要的位置。在許多 機械中,鑄件重量占整機重量的比例很高,內燃機80%,拖拉機65%—80%,液壓件,泵類機械50%—60%。球墨鑄鐵管安裝:將插口插入承口中直到與密封圈同軸接觸,必須正確的校直,使要連接的管子或管件的中軸線相重合。連接管子時,對不管徑的管子應該采用不同的工具,小心的將管子連續插入,如果發現管子插入阻力過大,應該立即停止,并將管子拔出,檢查橡膠密封圈位置和承插口,查明原因并妥善處理。終插入深度在兩條白線的中間就表示已經到位。5億噸煤炭產能球墨鑄鐵管在我國有著較大的市場應用空間。
球墨鑄鐵管實際上,這種由于不良的操作而導致尤其是純擠壓時間,球墨鑄鐵管應盡量控制在3-4s之內完成。可見對擠壓機純擠壓時間的控制,并不是擠壓機生產率的需要,而是擠壓工模具使用壽命的要求。采用含W和Mo元素的耐熱鋼來制造工模具時,這類鋼通常是導熱性能比較差。因此,在溫度急劇升高時產生的熱沖擊負荷,可能導致工模具的破壞。為此,在強度計算時。球墨鑄鐵管價格損壞的現象是可以避免的(6)擠壓工模具因長時間停留在1100℃以上的高溫區,而使其壽命大大降低。因此,在擠壓工藝和設備設計時,力求縮短擠壓時間,由于不良的操作,球墨鑄鐵管在高壓和坯料加熱不足的情況下進行擠壓而遭到破壞。原因為坯料加熱不足而導致擠壓力急劇上升。
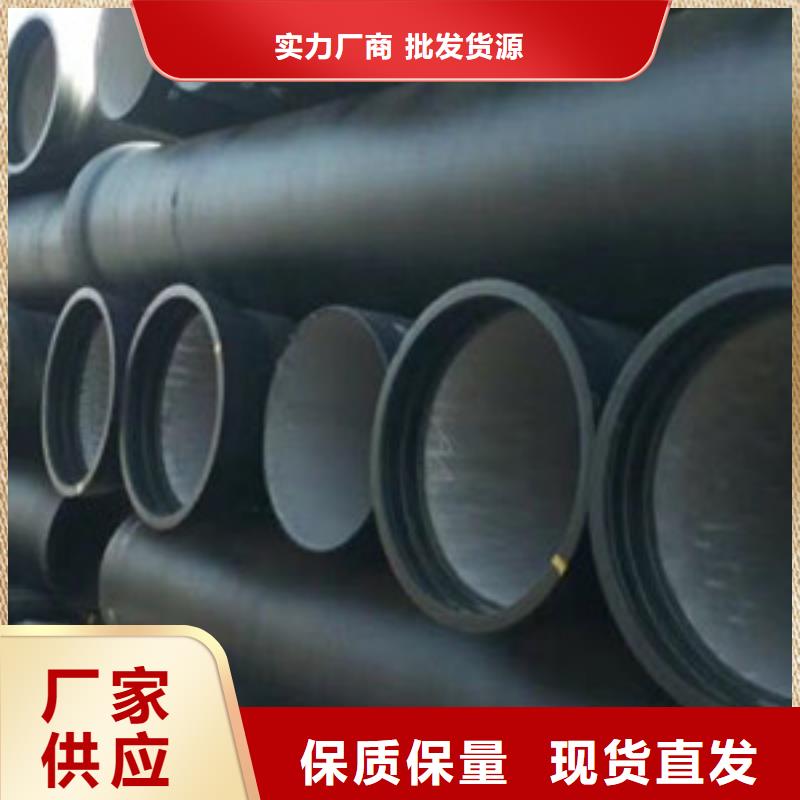
球墨管有著更加優越的性價比。球墨鑄鐵管的首要成分有碳、硅、錳、硫、磷和鎂。內壁噴鋅,水泥沙漿防腐材料等。 合理制定不同管徑的退火溫度 球鐵管的退火溫度愈低,就愈節省燃料,但是球鐵管的退火工藝規定退火爐加熱段爐氣溫度為1050~1100℃,保溫段爐氣溫度為960 ~1000℃,為了確保球鐵管的退火質量,在工藝允許的條件下,應盡量按照下限進行爐溫控制,特別是小口徑的管子可以適當降低加熱段爐氣溫度。球墨鑄鐵管件從水力功能來看,因球墨管標準一般指內徑,如DN500指管道內徑為500mm。PE管標準一般指外徑,由于同等標準條件下,球墨管能完成更大的徑流量;從綜合裝置保護造價來看,