


nmgsy<商洛>神悅鋼材有限公司
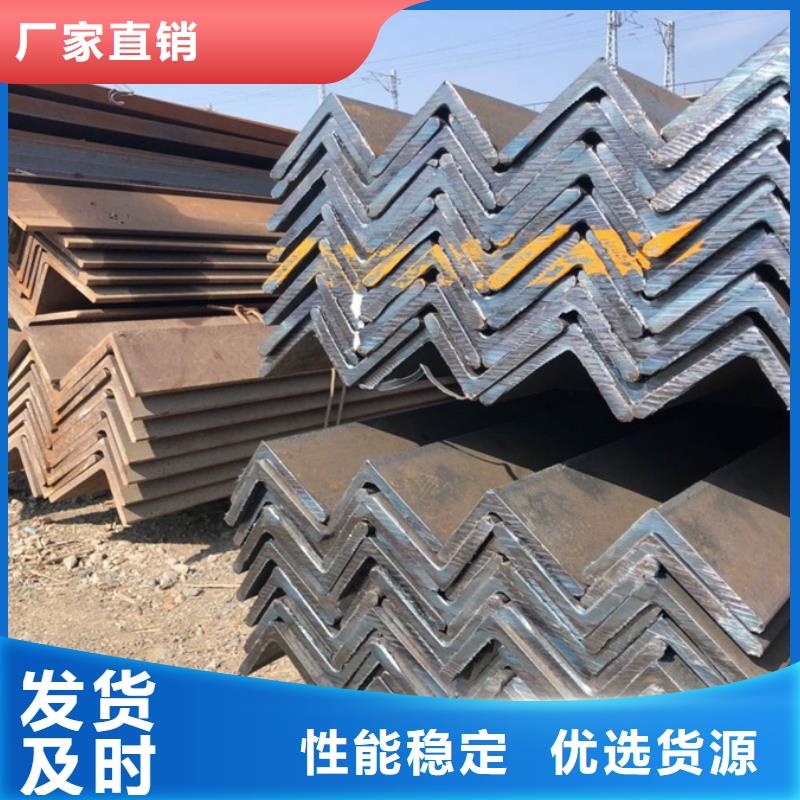
商洛型材廠家生產的槽鋼主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。商洛Q345B角鋼的規格用邊長和邊厚的尺寸表示。目前國產角鋼規格為2—20號,以邊長的厘米數為號數,同一號角鋼常有2—7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。進出口角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規格號之外,沒有特定的成分和性能系列。商洛角鋼的交貨長度分為定尺、倍尺兩種,國產角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產角鋼的長度選擇范圍為6—15m。不等邊角鋼的截面高度按不等邊角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是角鋼中的一種。其邊長由25mm×16mm·200mm×l25mm。由熱軋軋機軋制而成。一般的不等邊角鋼規格為:∟50*32--∟200*125 厚度為4-18mm。不等邊角鋼廣泛應用于各種金屬結構、橋梁、機械制造與造船業、各種建筑結構和工程結構,如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業爐、反應塔、容器架以及倉庫等。
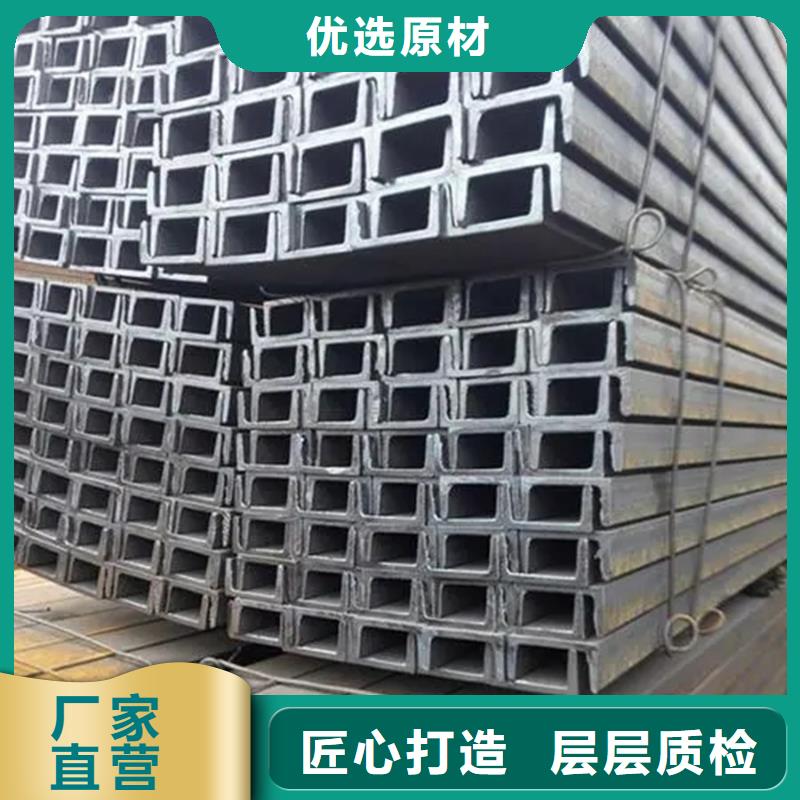
商洛Q355E槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應滿足兩個要求:()、保證對接槽鋼的小長度要大于200mm。(2)、長度方向上應留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應垂直于腹板,腹板上切割線應成45°夾角。三步:商洛型材切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內側面開 45°單V形坡口(見下圖)。切割面應光滑平整,無缺口。四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調整兩槽鋼的直線度及間隙,點焊固定。五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側,然后焊接腹板的坡口,坡口側焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應力過大。


商洛Q345E鍍鋅槽鋼傳熱系數值越大,其熔化極光電催化和固相狀況越顯著。該鋁合金具備較小的阻值,熔融極光電催化產生的電位差基本上為零,熔融極固相電位差也較低,說明鍍鋅槽鋼具備不錯的傳熱性。鍍鋅槽鋼的突出優勢是抗腐蝕性,考慮到它會被用在各種鋼結構設施上,難免會與外界環境進行長時間的接觸,或者與可能產生腐蝕性的物質相接觸,因此較高的抗腐蝕性能夠確保鍍鋅槽鋼免受外界環境的影響,保持自身結構的穩定性。商洛型材熱鍍鋅層是鋅在高溫液態下,分三個步驟形成的:鐵基表面被鋅液溶解形成鋅—鐵合金相層;合金層中的鋅離子進一步向基體擴散形成鋅鐵互溶層;合金層表面包絡著鋅層。鍍鋅產品需要表面處理的原因是,在實際使用過程中,它不僅具有較高的強度,而且具有良好的裝飾點綴效果。商洛Q345E鍍鋅槽鋼在整個使用過程中也是非常廣泛的。我們可以看到它的工作原理是什么。從整個工作原理來看,鐵基表面溶解形成鍍鋅液的鋅鐵合金相層比較簡單。這種產品在實際使用過程中也具有很好的耐蝕性,而且我們很少能看到的產品形狀非常精致,因此它也可以廣泛應用于許多行業。除上述步驟外,實際上,在整個高溫鍍鋅過程中,基體鋅離子進一步擴散到基體形成鋅鐵互溶層,在具體選擇鍍鋅通道鋼時,應注意這些基本原理,因為你所看到的產品經過不同的步驟,可以加工和制造。
商洛Q355D工字型鋼不論是普通型還是輕型的,由于截面尺寸均相對較高、較窄,故對截面兩個主袖的慣性矩相差較大,因此,一般僅能直接用于在其腹板平面內受彎的構件或將其組成格構式受力構件。對軸心受壓構件或在垂直于腹板平面還有彎曲的構件均不宜采用,這就使其在應用范圍上有著很大的局限。商洛Q355DH型鋼屬于經濟裁面型材(其它還有商洛型鋼、壓型鋼板等),由于截面形狀合理,它們能使鋼材更高地發揮效能,提高承載能力。不同于普通工字型的是h型鋼的翼緣進行了加寬,且內、外表面通常是平行的,這樣可便于用高強度螺栓和其他構件連接。其尺寸構成系列合理,型號齊全,便于設計選用。Q355DH型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。
