





無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。精軋管和無縫鋼管的區別:無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產品可以是很粗糙的鑄態或冷撥件。精軋管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。


精密無縫鋼管一般常用布氏、洛氏、維氏三種硬度指標來衡量其硬度。在精密無縫鋼管標準中,布氏硬度用途廣,往往以壓痕直徑來表示該材料的硬度,既直觀,又方便。但是對于較硬的或較薄的鋼材的鋼管不適用。精密無縫鋼管洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。洛氏硬度試驗是目前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。精密無縫鋼管維氏硬度試驗也是一種壓痕試驗方法,可用于測定很薄的金屬材料和表面層硬度。它具有布氏、洛氏法的主要優點,而克服了它們的基本缺點,但不如洛氏法簡便,維氏法在鋼管標準中很少用。



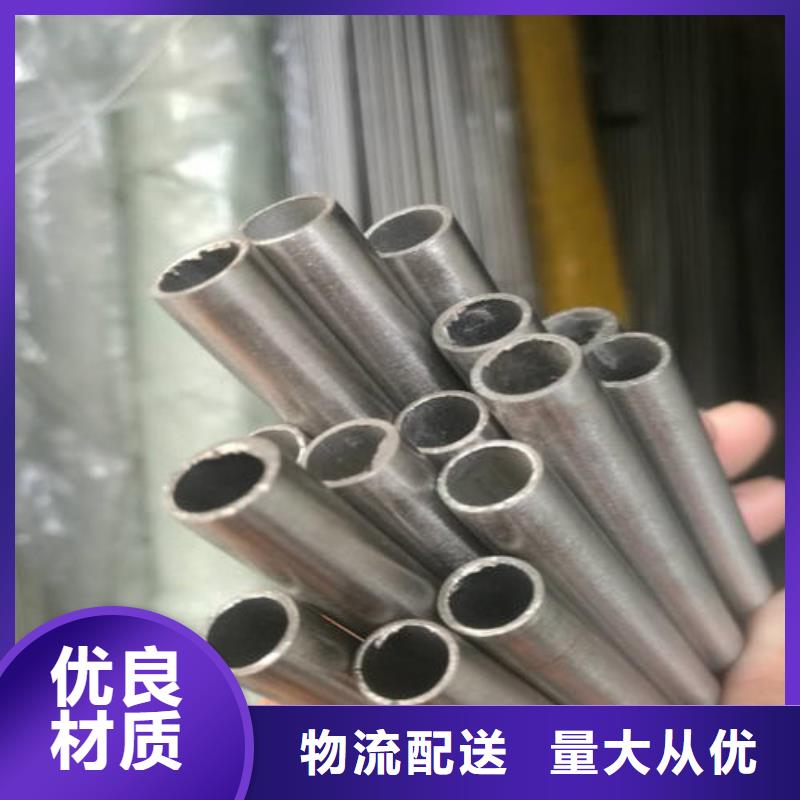
規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。 冷拔或冷軋精密 P91精軋管《表面質量》參照GB3639-83。
精軋管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
精軋管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產精軋管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。


精軋管生產工藝特點:精軋管的生產工序,與用其它方式生產的大直徑鋼管的生產工序相比,有如下特點:原料準備工序簡單;原料上機后,管坯用一道工序就可做成;不需要矯直工序。
精密無縫鋼管機的生產效率一直是人們為關注的問題。提高冷軋管機的生產效率就是提高冷軋精密無縫鋼管機的小時產量產量A、一般用下式進行計算冷軋管機的小時.從上式可知,提高軋厚壁無縫管機產量的 個重要途徑就是提高軋管機的速度。要想提高軋管速度,必須首先解決軋管機機架的慣性力和慣性扭矩的平衡方法及具體結構,各個零部件的強度和剛度以及潤滑、冷卻、使用壽命等問題。加大送進量,和提高延伸率人是提高軋管機產量的又一有效的措施。為此,采用環形孔型塊是理想的解決方法,它既有利于加長機架行程又不過多地增加軋輥的直徑。


融拓金屬材料(商洛市分公司)-產品理念專業:專業設計制造生產 熱軋無縫鋼管多個系列,50余種產品。設計:高級工程師設計制造,專業力學設計計算,可根據客戶要求定做特種型號 熱軋無縫鋼管。制造:國際先進制造工藝,質保體系完備,通過ISO9001質量體系認證,A級制造資質,保證品質卓越。安裝:具有10年 熱軋無縫鋼管的安裝維修經驗的專業團隊,專業化科學化,所有安裝人員持證上崗。服務:24小時應急服務電話,隨時解答疑難問題,全國34個專業維修服務網點。產品:以“品質”“”“信心”“保險”為服務宗旨。承諾:所有 熱軋無縫鋼管產品均有品質保證,為了讓客戶更加放心使用產品,我們努力做到盡善盡美。


