


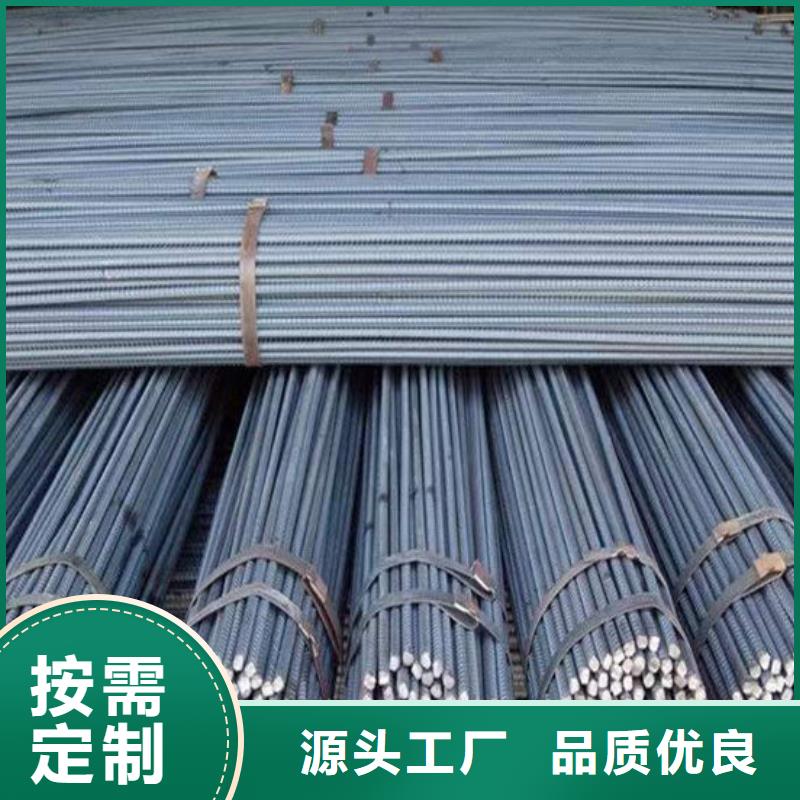



日照線材是熱軋型鋼中斷面尺寸小的一種。在我國一般直徑5~9毫米共八種規格的成卷供應的熱軋圓鋼稱為日照線材。日照線材因以盤卷交貨,故又稱為盤條。國外對日照線材的概念和我國略有不同,除圓形斷面外也有其他形狀,其直徑由于需求情況和生產技術水平不同鋼材而不一致。根據軋機的不同可分為高速日照線材(高線)和普通日照線材(普線)兩種。
日照線材一般用普通碳素鋼和優質碳素鋼制成。按照鋼材分配目錄和用途不同,日照線材包括普通低碳鋼熱軋圓盤條、優質碳素鋼盤條、碳素焊條盤條、調質螺紋盤條、制鋼絲繩用盤條、琴鋼絲用盤條以及不銹鋼盤條等。
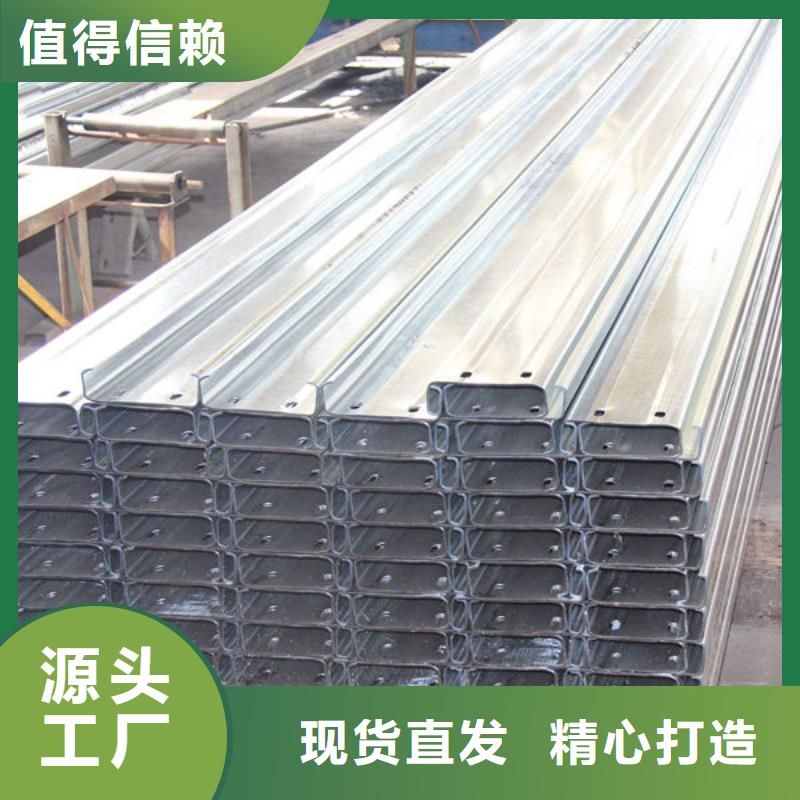
日照螺旋鋼管是怎么制作的1.涂油打標:在檢查合格的螺旋管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。2.矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5.目視檢查:由專業技術人員對一些基本的參數進行檢查。6.超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7.X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8.打壓試驗:在水壓試驗機上對日照螺旋鋼管進行逐根檢驗以保證鋼材管達到標準要求的試驗壓力。9.倒棱平頭:將檢驗合格后的日照螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10.后檢查:日照螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗檢查是否存在焊接問題及管端缺陷。
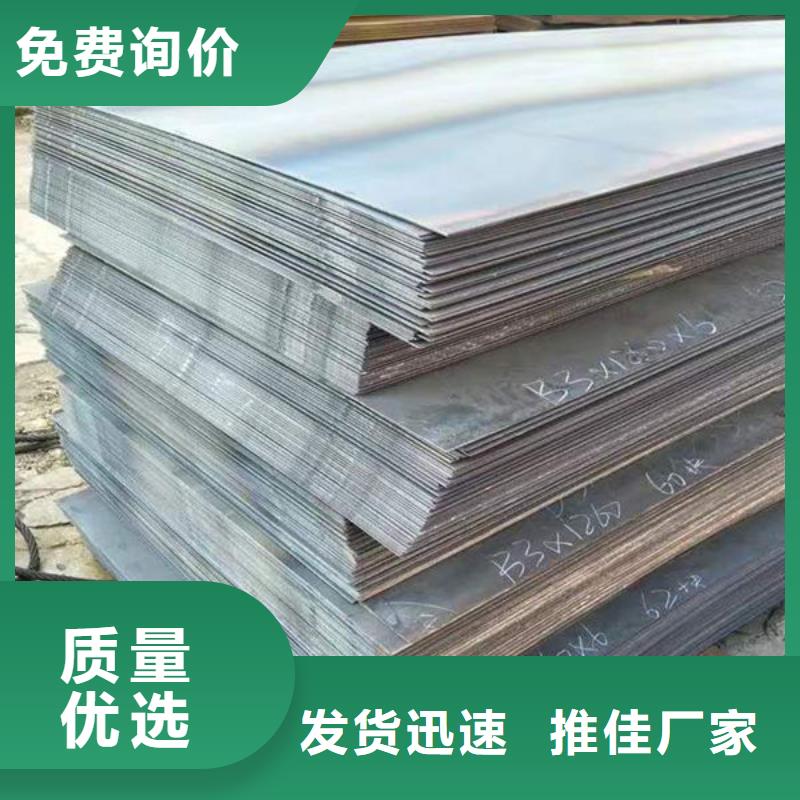
日照鋼材進一步擴展就會成為疲勞裂紋,從而使零件疲勞強度下降。切削后表面層的硬化程度取決于金屬在切削過程中強化、弱化和相變作用的綜合結果。當切削過程中強烈變形起主導作用時,已表面就產生硬化;而當切削溫度起主導作用時,往往引起工件表層硬度降低和相變。在中增大變形和摩擦都將加劇硬化現象,而較高的溫度、較低的工件材料熔點則會減輕冷作硬化作用。殘余應力對零件使用性能的影響殘余應力是指在沒有外力作用情況下零件內部為保持平衡而存留的應力。有混勻料場時,原的接受、儲存環節放在料場進行,有時篩分熔劑、的準備環節也放在料場進行。是否設置熱礦篩,應根據具體情況或試驗結果、經比較技術經濟指標后確定。機上冷卻工藝不包括熱礦破碎和熱礦篩分環節。窯頭罩是連接窯熱端與流程中下道工序(如冷卻機〉的中間體。燃燒器及燃燒所需空氣經過窯頭罩入窯。窯頭罩內砌有耐火材料,在固定的窯頭罩與回轉的筒體之間有密封裝置,稱為窯頭密封。窯尾罩是連接窯冷端與物料預設備以及煙氣設備的中間體,其內砌有耐火材料。
日照圓鋼熱切加熱爐的特點:1、日照圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、日照圓鋼熱切加熱爐節約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、日照圓鋼鋼材熱切加熱爐節能環保,衛生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環境的影響;火災隱患得以控制。4、日照圓鋼熱切加熱爐減輕勞動強度,節省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節省下料人員。5、日照圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節,加熱溫度易控制;采用非接觸式紅外測溫頭連續測量、監控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現象。
