

不容錯過的【注漿管,500樁尖出貨快】視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。
以下是:【注漿管,500樁尖出貨快】的圖文介紹
日升昌鋼管聲測管廠家(衢州分公司)擁有完整、科學的質量管理體系,以誠為本,以品求存,在誠信、實力和【焊接沉降板】產品質量上均獲得業界的認可,【焊接沉降板】產品暢銷全國各地。我們多年來一直堅持“以人才為根本,以市場為導向,全心全意為客戶服務”的經營理念,堅持“以顧客為上帝、質量為生命、管理為核心”的發展道路,本著“誠信、務實、創新”的企業精神,不斷進行技術改造和設備更新,不斷研究、學習和借鑒國內外先進工藝技術,緊跟市場需求積j i開發新品種,滿足廣大消費者的需求。我們以熱情周到的服務,過硬的【焊接沉降板】產品質量,贏得了越來越多的客戶,熱烈歡迎各界朋友蒞臨參觀、指導和業務洽談。



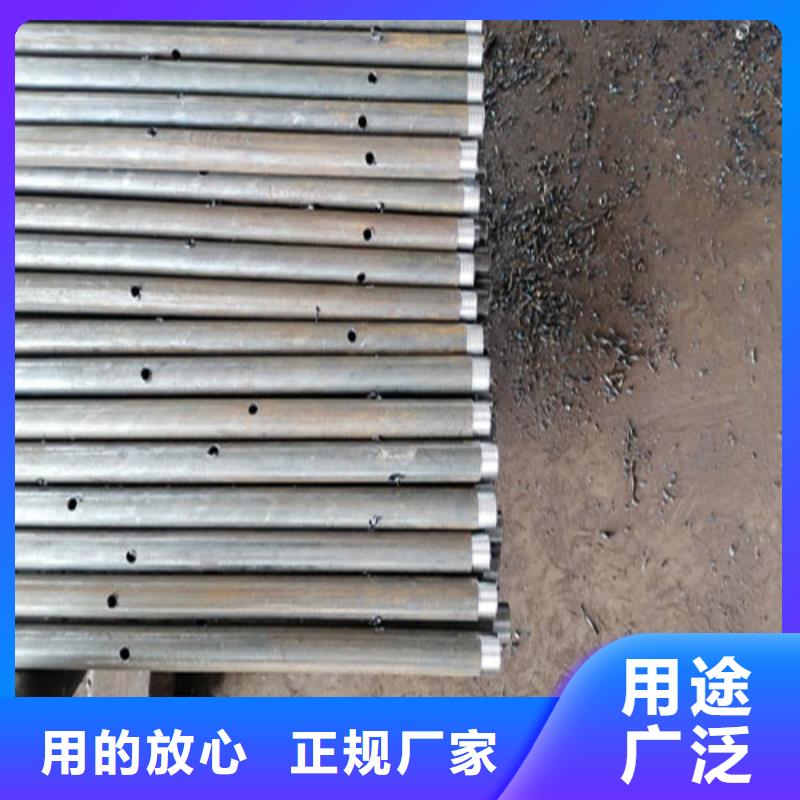
(1)按施工圖小導管布設要求,測量放樣小導管布設輪廓線,沿輪廓線在開挖面上準確標記本循環需要設的小導管孔位。(2)鉆孔移動多功能作業臺架就位,采用氣腿式手風鉆機進行鉆孔,用人工或鉆機將小導管頂入,注漿管鋼花管尾端外露足夠長度,超前小導管外插角嚴格按施工圖要求施做,尾部與鋼架焊接在一起。超前小導管與線路中線方向大致平行。孔位鉆設偏差不超過5cm,孔眼長大于小導管長。(3)注漿管鋼花管加工及施工導管的前端加工成圓錐形,并封焊嚴實,管身設溢漿孔,按梅花型排列,后端1m范圍不設溢漿孔,管尾設一加固環。(4)注漿管鋼花管插入及孔口密封處理,在小導管尾部安裝止漿閥。(5)注漿管鋼花管由專用頂頭頂進,頂進鉆孔長度≮90%管長。注漿管鋼花管尾端除焊上擋圈外,再用膠泥麻筋纏箍成楔形,以便注漿管鋼花管頂進孔內后其外壁與巖壁間隙堵塞嚴密。注漿管鋼花管尾端外露足夠長度,并與鋼支撐焊接在一起。注漿管鋼花管頂進時,注意保護管口不受損變形,以便與注漿管路連接。注漿前導管孔口先檢查是否達到密封標準,以防漏漿。(6)注漿采用高壓注漿泵壓注漿,注漿壓力為0.2~0.5Mpa,一般按單管達到施工圖標示注漿量作為結束標準。當注漿壓力達到終壓不少于20min,進漿量仍達不到注漿終量時,亦可結束注漿。注漿結束后,將管口封堵,以防漿液倒流管外。



日升昌鋼管聲測管廠家(衢州分公司)成立多年,公司聚集了一批行業人才公司有能力,有信心為廣大客戶提供合格的 焊接沉降板服務。




連接可靠性 注漿管應進行拉拔試驗檢驗接頭連接可靠性,在常溫下,應能承受3000N的拉拔力,持續60 min 連接部分無松動、同城斷裂。5.5.6耐振動性能 接頭應進行振動試驗,試驗壓力為1.2 MPa,在該壓力下,持續10萬次振動數,薄壁注漿管連接部 位應無滲漏和脫落現象。5.5.7 抗扭矩性能 扭力矩120Nm持續10 min接頭不發生滑移。5.6 制造方法 薄壁注漿管的管材宜采用薄壁焊管,可用熱軋鋼帶經冷軋后用無氧高頻電阻焊的加工方法制造。 管端直接經擴口成形、同城加絲氣體保護焊等方法焊接管端配件或接頭。6 試驗方法6.1 試驗儀器和設備 試驗儀器和設備如下: a)游標卡尺:開式四用游標卡尺,不銹鋼制造; 注漿管的檢測頻率測量范圍為0~150mm;精度為±0.03mm。 b)米尺:鋼卷尺;測量范圍為0~10m;精度為±0.5mm。 c)磅秤:電子臺秤;秤量范圍為0~100kg;精度為±2g。 d)拉力試驗機:采用金屬管材拉力試驗機,其傳力力量傳感器: 0~50KN (20ton),高精度24 bits A/D, 取樣頻率200Hz;力量精度在±0.5 %以內。6.2 外觀質量 6.2.1 檢查所用鋼管,應具有檢驗合格。6.2.2 用目測和手感檢查薄壁注漿管的毛刺、同城裂縫、同城結疤、同城折疊、同城分層、同城搭焊缺陷、同城劃道、同城刮傷、同城 焊縫錯位、同城燒傷、同城薄的氧化鐵皮以及打磨與外毛刺的痕跡等內容。6.3 尺寸和重量 6.3.1 游標卡尺測量 注漿管的檢測頻率在標準量距范圍內,按游標卡尺操作規程量取3個直徑讀數,取平均值作為直徑D。6.3.2 米尺測量 用鋼卷尺測定鋼管長度,由三組讀數算得的長度之差要求不超過2mm,否則應重測。如在限差之 內,取三次結果的平均值,作為該鋼管的觀測長度L。


注漿管注漿過程中注漿不飽滿原因分析分析原因:(1)漿液凝固收縮過快,鋼管注漿過程中形成空洞。(2)注漿時,鋼管內空氣堵塞。解決方法:鋼管注漿前,在注漿口增設排氣孔;注漿過程中,調節注漿壓力達到適合壓力,水泥漿水加入適量緩凝劑,保證水泥漿注入鋼管后,有足夠時間分散。在注漿過程中,若發現注漿出現不夠理想,可在同步注漿結束后,采用二次注漿,彌補次的缺陷,二次注漿一般是劈裂注漿,開口壓力較大,能夠形成紡錘狀固結體,增加鋼管強度


