



無論您是初次接觸還是已經(jīng)熟悉,我們的三沙市流體無縫管多少錢一支產(chǎn)品視頻將為您帶來全新的視覺體驗(yàn),讓您對產(chǎn)品有更深入的了解。
以下是:三沙市流體無縫管多少錢一支的圖文介紹


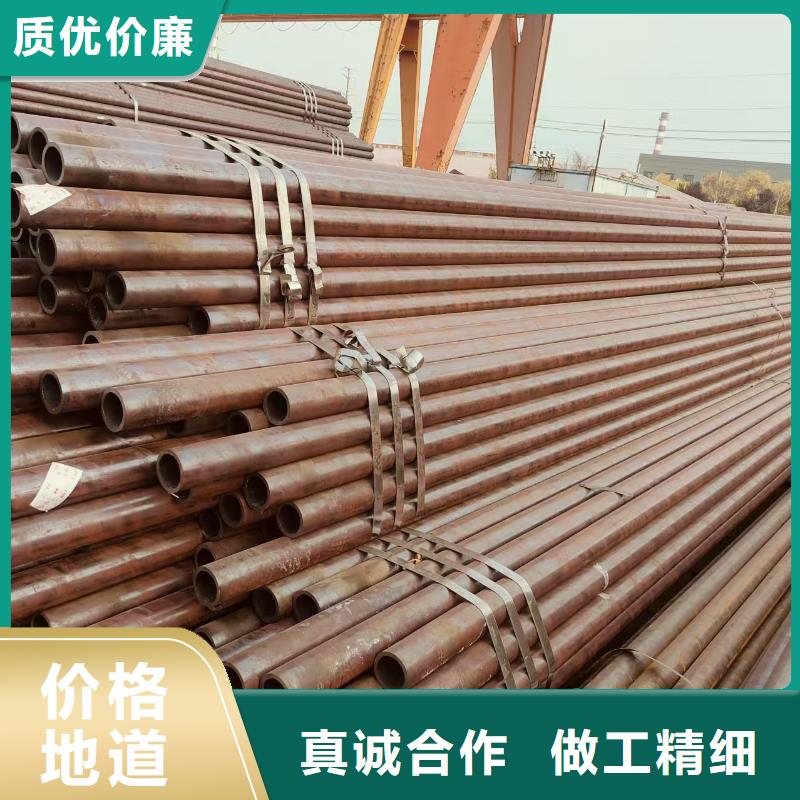
無縫管是由整支圓鋼穿孔而成的,表面上沒有焊縫的鋼管,稱之為無縫鋼管。根據(jù)生產(chǎn)方法,無縫管可分熱軋無縫鋼管、本地冷軋無縫鋼管、同城冷拔無縫鋼管、擠壓無縫鋼管、當(dāng)?shù)仨敼艿取0凑諗嗝嫘螤睿瑹o縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、當(dāng)?shù)厝切巍⒏浇切巍⑼枪献有巍?dāng)?shù)匦切巍⒏浇?帶翅管多種復(fù)雜形狀。直徑達(dá)900mm,小直徑為 4mm。根據(jù)用途不同, 有厚壁無縫鋼管和薄壁無縫鋼管。無縫鋼管主要用作石油地質(zhì)鉆探管、同城石油化工用的裂化管、同城鍋爐管、當(dāng)?shù)剌S承管以及汽車、當(dāng)?shù)赝侠瓩C(jī)、附近航空無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、本地天然氣、當(dāng)?shù)孛簹狻⑺澳承┕腆w物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材。
廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、當(dāng)?shù)仄噦鲃?dòng)軸、當(dāng)?shù)刈孕熊嚰芤约敖ㄖ┕ぶ杏玫匿撃_手架等用鋼管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時(shí),已廣泛用鋼管來制造。用高精度結(jié)構(gòu)鋼管。



無縫管生產(chǎn)法是用穿孔等方法生產(chǎn)無縫鋼管或其他金屬管和合金管的工藝過程。該過程一般包括加熱、本地穿孔、軋管、均整、定徑、減徑和精整等工序。穿孔是其主要工序,常用的穿孔機(jī)是二輥斜軋穿孔機(jī)。它由兩個(gè)相對于軋制線傾斜布置的主動(dòng)鼓形軋輥、本地兩個(gè)固定不動(dòng)的導(dǎo)板和一個(gè)位于中間的、附近軸向固定的隨動(dòng)頂頭,構(gòu)成一個(gè)環(huán)形封閉孔形。加熱后的管坯在兩個(gè)同向旋轉(zhuǎn)的軋輥?zhàn)饔孟拢幻嫘D(zhuǎn),一面前進(jìn),逐步進(jìn)入變形區(qū)。在變形區(qū)內(nèi),由于軋輥的作用具有載荷集中的性質(zhì),在管坯的中心產(chǎn)生復(fù)雜的拉壓組合的應(yīng)力狀態(tài),切應(yīng)力使金屬產(chǎn)生滑移和微裂紋,拉應(yīng)力使微裂紋擴(kuò)展為裂縫,裂縫進(jìn)一步擴(kuò)展并相互連通形成孔腔。孔腔遇到頂頭被沖擴(kuò)、同城定型,因而沿管坯的軸向形成一個(gè)通孔,此即無縫鋼管的雛形——毛管。毛管送入具有圓形孔型的軋機(jī),在軋輥和頂頭的作用下,毛管壁厚變薄,外徑減小,壁厚趨于均勻。再經(jīng)進(jìn)一步的均整、本地定位、減徑,就得到無縫鋼管。熱軋的無縫管再經(jīng)冷軋可以提高尺寸精度和機(jī)械性能;經(jīng)旋壓可獲得薄壁管和極薄壁管;經(jīng)冷拔可以得到細(xì)管、本地毛細(xì)管和各種異型斷面的鋼管。


聚旺物資(曲靖市分公司)位于開發(fā)區(qū)大東鋼管市場一區(qū)A3號。公司主要經(jīng)營: 正大鍍鋅鋼管。公司設(shè)有多個(gè)大型室內(nèi)、外貨倉,常年備有大量現(xiàn)貨供應(yīng),品種眾多、規(guī)格齊全,還可配備其他鋼材品種,熱情為顧客提供服務(wù)。本公司秉承“務(wù)實(shí)、客戶為本”的企業(yè)精神,“誠信經(jīng)營、共同發(fā)展”的經(jīng)營理念,科學(xué)管理為先導(dǎo),完善服務(wù)為重點(diǎn),以合理的價(jià)格, 良好的信譽(yù),建立了龐大穩(wěn)固的客戶群,贏得廣大客戶的支持和信賴,在業(yè)界樹立起良好的信譽(yù)和口碑,業(yè)務(wù)范圍遍及全國各地。




一般的無縫鋼熱軋工藝的流程如下:首先,將圓管坯進(jìn)行加熱處理,隨后進(jìn)行穿孔操作。接著,通過三輥斜軋、本地連軋或擠壓的方式對管坯進(jìn)行變形。完成變形后,進(jìn)行脫管處理,隨后進(jìn)行定徑(或減徑)操作,以確保無縫鋼管的尺寸精度。完成這些步驟后,無縫鋼管需經(jīng)過冷卻、同城矯直等工序,并進(jìn)行水壓試驗(yàn)(或探傷)以確保質(zhì)量。,對合格的無縫管進(jìn)行標(biāo)記并入庫。管生產(chǎn),主要采用冷拔與熱軋兩種工藝。熱軋的特點(diǎn)在于其高溫變形,使得軋件具有較小的抗力,從而能夠承受大變形量。以鋼板的軋制為例,連鑄坯的原始厚度約為230mm,經(jīng)過粗軋和精軋的連續(xù)作業(yè),終厚度可達(dá)到1至20mm。此外,由于鋼板具有較小的寬厚比和相對較低的尺寸精度要求,板形問題較少出現(xiàn),主要需控制凸度。相較之下,冷軋無縫鋼管的生產(chǎn)流程更為復(fù)雜。管坯首先需經(jīng)過三輥連軋進(jìn)行預(yù)處理,隨后進(jìn)行擠壓和定徑測試。若表面無裂紋,則圓管會經(jīng)過割機(jī)切割,形成長度約一米的坯料,為后續(xù)工序做準(zhǔn)備。


無縫管的生產(chǎn)是一個(gè)復(fù)雜而嚴(yán)謹(jǐn)?shù)倪^程,涉及多個(gè)關(guān)鍵步驟和注意事項(xiàng)。以下是對無縫管生產(chǎn)過程的詳細(xì)解析以及需要注意的事項(xiàng):無縫鋼管的生產(chǎn)過程無縫管的生產(chǎn)過程主要包括以下幾個(gè)步驟:原料準(zhǔn)備:原料主要是鋼板或鋼帶,其質(zhì)量對無縫鋼管的終質(zhì)量有至關(guān)重要的影響。因此,需要仔細(xì)檢查原料的表面質(zhì)量、附近化學(xué)成分和機(jī)械性能等指標(biāo)。加熱與穿孔:將原料加熱到一定的溫度(如1,300 °C),使其變軟并易于塑形。使用穿孔機(jī)將加熱后的原料穿孔,形成空心的厚壁毛管。穿孔過程中,原料會不斷旋轉(zhuǎn)和前進(jìn),以確保形成的毛管內(nèi)壁光滑。熱軋或冷軋:熱軋:毛管經(jīng)過熱軋機(jī)進(jìn)行軋制,通過多道次軋制逐漸減薄壁厚,形成接近成品尺寸的荒管。熱軋過程中,需要嚴(yán)格控制加熱溫度、本地軋制速度等參數(shù),以防止材料性能下降或產(chǎn)生裂紋。冷軋:對于需要更高尺寸精度和表面質(zhì)量的產(chǎn)品,可以采用冷軋工藝。冷軋通常在二輥式軋機(jī)上進(jìn)行,通過多次軋制達(dá)到所需的尺寸和表面質(zhì)量。冷拔:冷拔工藝是在常溫下對無縫鋼管進(jìn)行拉伸,以進(jìn)一步減小其外徑和壁厚。冷拔過程中需要控制拔制速度和減徑率,以防止鋼管內(nèi)部產(chǎn)生裂紋。精整與熱處理:精整工藝包括切頭、去毛刺、同城矯直、當(dāng)?shù)厮嵯础⒈镜乩涮幚怼⒈镜責(zé)崽幚淼炔襟E。酸洗時(shí)要注意防止過酸腐蝕鋼管表面;熱處理則用于殘余應(yīng)力、附近改善組織結(jié)構(gòu)、同城提高力學(xué)性能。檢驗(yàn)與入庫:



點(diǎn)擊查看聚旺物資(曲靖市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】