





我們精心制作的珩磨管【研磨缸筒】拒絕差價產品視頻已經準備就緒,【一睹真容!】產品視頻,呈現產品魅力!
以下是:衢州衢江珩磨管【研磨缸筒】拒絕差價的圖文介紹

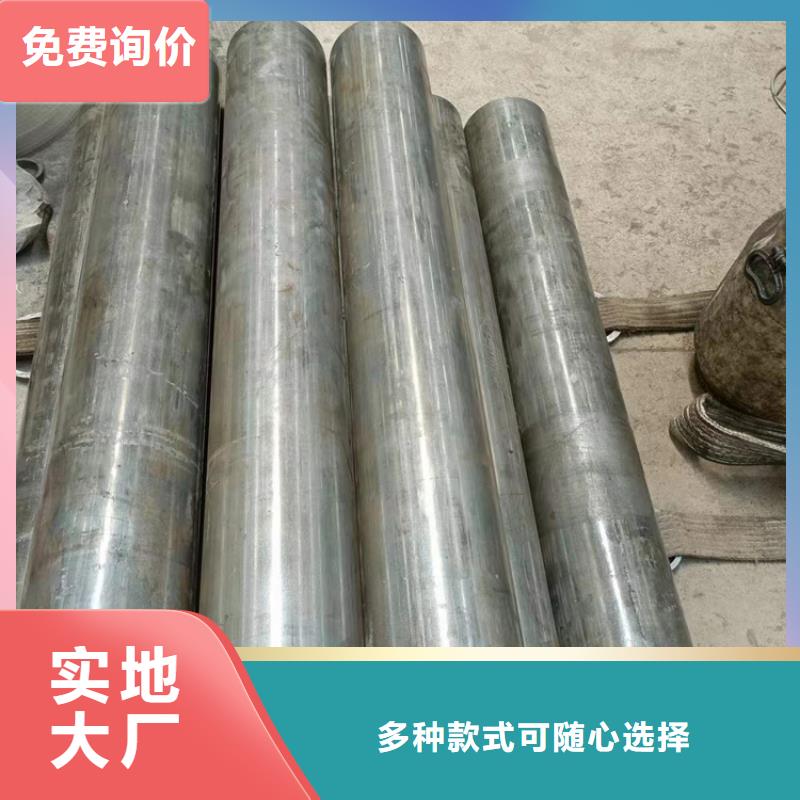
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,珩磨管利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。油缸專用絎磨管生產加工工藝我廠擁有多臺大型珩磨機和專業的操作人員。主要生產液壓缸筒,標準絎磨管,高精度冷拔管,氣缸管等產品。特殊要求的需定制且雙方協議即可! 絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。

油缸管


有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。



購買須知
一、起訂量:我公司 油缸管產品有庫存標準款和定制款,定制款可來圖,或者根據您的需求定制。
二、報價:價格根據客戶 油缸管下單數量以及材質、尺寸、顏色等要求核算,網上報價為參考價格。
三、下單方式:下單以雙方簽字蓋章的合同為準。
四、付款方式:銀行轉帳匯款,30%預付款,尾款付清發貨。
五、貨期:根據 油缸管生產任務排單,正常交貨時間為收到定金起1-20天。
六、運輸方式:物流或者快遞送貨上門,物流費用我公司承擔。
七、售后服務: 油缸管售出若無質量問題,概不退換;若為本公司 油缸管產品質量問題,本公司負責維修或者退換,所產生費用本公司負責。
八、其他未盡事項由雙方協商解決



