



一分鐘的時間,對于了解我們的8+8復合耐磨板廠家定制加工產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
以下是:8+8復合耐磨板廠家定制加工的圖文介紹

【多麥金屬】高錳耐磨耐候鋼板生產廠家(慶陽分公司)的產品以合理的價格,【堆焊耐磨板】產品質量及優良的售后服務,深受客戶歡迎。【堆焊耐磨板】價格合理,歡迎來電洽談訂購 。
我們的宗旨:人有我優。
經營理念: 讓利多銷,培養忠實客戶群體。
經營宗旨: 售前當好參謀,售后搞好服務。
質量目標: 不斷完善自我,滿足客戶需求。



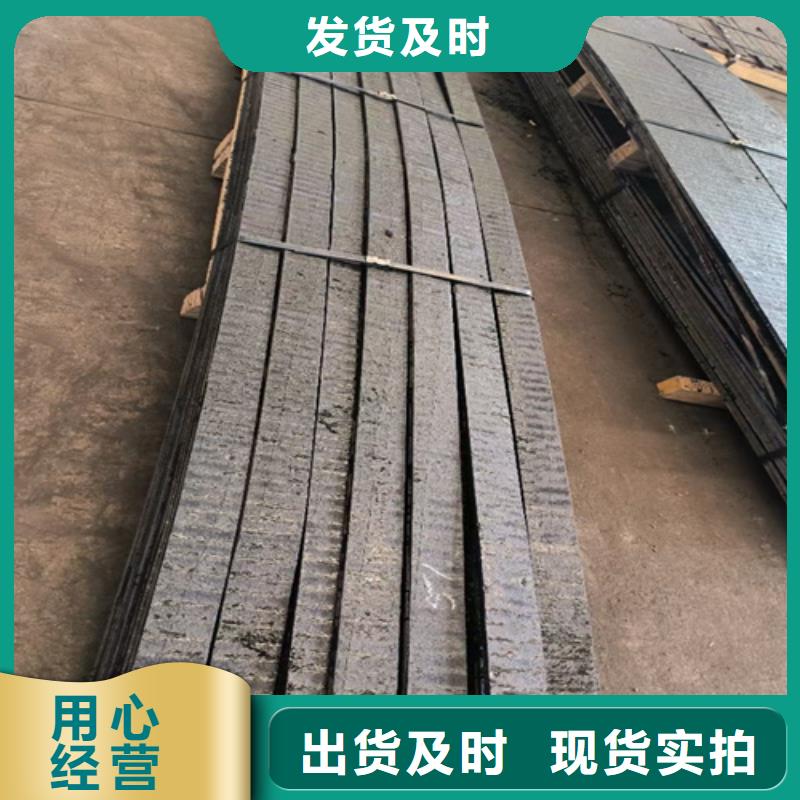
通過對選煤廠刮板機運行工況及選材分析,結合KNM60堆焊復合鋼板在刮板機中的應用考慮,將KNM60鋼板用于選煤廠刮板機,可以滿足目前對于底板部位耐磨性、當地耐腐蝕性等因素要求。KNM60堆焊復合鋼板含碳量和含錳量較高,同時,還有鉻元素、當地釩元素和鈦元素等,屬于高碳中錳合金材料,在固溶狀態下為奧氏體組織,受到摩擦、當地沖擊、當地滾動、當地滑動等作用時,表面奧氏體會發生相變,生成α’-馬氏體,實現材料表面硬度提高,從而提高了耐磨性,且該表面形變誘發馬氏體相變機制是即時發生,磨掉一層強化一層,直到所有材料全部消耗為止。KNM60堆焊復合鋼板工藝性較好,可用火焰或等離子切割,使用專用焊材焊接時不用預熱、當地焊后無須保溫,現場使用方便,能實現與槽幫鋼30Si Mn、當地Q235板、當地Q345B等異種材料焊接,制作新刮板機或現場更換修復對設備要求極低。復合耐磨鋼板



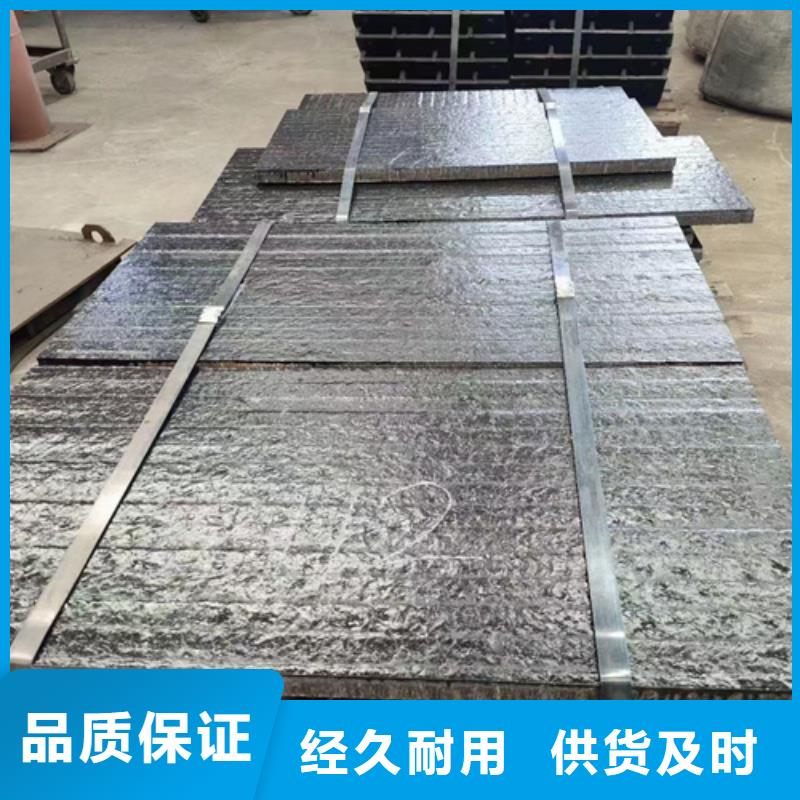
堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過送絲輪和導電嘴,焊槍接電源正極,基材接電源負極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動向前焊接,電弧開始在焊絲與基材之間產生,進人穩定焊接過程。在堆焊過程中,焊槍的擺動寬度應大于焊絲直徑的4倍以上,以避免擺動過寬造成焊道兩側熔深過大,擺寬過窄造成成形不良。堆焊過程中的易損件,如導電嘴、送絲輪應及時更換,否則會導致送絲不暢,而產生斷弧。焊絲的干伸長度要適中,不能過長或過短(一般25mm)。過長會導致焊道不直,影響焊縫成形;過短會導致斷弧,影響連續焊接和板的質量。在實際的生產過程中,我們采用四頭堆焊板工藝,同時用四臺焊機堆焊。采用這種方法能提高生產效率,降低成本。如堆焊規格為1500mmx3500mm的Q235鋼板,當選用2.8mm焊絲,堆焊4mm厚度時,大約只需要3.5h,一人操作即可完成整張板的焊接。同時焊接過程中采用壓力水冷技術,既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時,由于線能量過大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時容易造成邊緣部分與基材間產生未融合的缺陷;焊接速度太大時,會使堆焊層中間下凹或者薄厚不均勻。通過多次試驗,我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實際堆焊時,應綜合考慮多方面因素來選擇焊速。復合耐磨鋼板


雙金屬復合鋼板在硬度和耐久性方面也具有良好的整體性能。在合金鋼板、耐磨板、耐磨板、鑄石、橡膠、聚氨酯等各種工程抗磨材料中具有不可替代的綜合優異性能。冶金行業:管道鋼、風機、稱量杯、分粉葉片、滑板、排渣管、高爐頂倉。煤礦:斗輪挖掘機錐形耐磨襯板、輸煤機中間板中間門檻、選煤設備運輸門檻、料斗、料斗、配管及陰影。水泥行業:刮泥機、滑塊、風管錐、風管錐、除塵管、排渣罐。電力行業:風機葉片、燃燒管道、煙囪外殼煤倉、筒倉內襯、磨煤機內襯、煤粉輸送管道、煤粉分配網絡、降落傘和卸煤設備。玻璃鋼生產:風機葉輪、風機葉片、后襯板、風機端口、風機葉片、易損件。隧道行業:盾構機切割頭、換擋器選型、破碎機、盾構機螺旋鉸刀、鏟斗和齒等。建材行業:螺旋輸送機鉸刀、泥漿泵管、磨料磨損、接觸工件和接觸泥水。雙金屬耐磨鋼板已廣泛應用于重工業,為我國磨削工業設備和工件提供了重要的耐磨防護措施,大大提高了設備和工件的使用壽命,為提高企業生產效率、降低生產成本做出了重要貢獻。隨著明弧自保護自動涂層技術的引入,普通鋼板或不銹鋼板表面與高硬度、高耐磨的高合金耐磨層重疊。本發明具有雙金屬特性,即工作層的高耐磨性和基體的高塑性韌性,為機械連接和焊帶連接提供了方便,可以實現纏繞、焊接、等離子切割和機械連接。復合耐磨鋼板



