

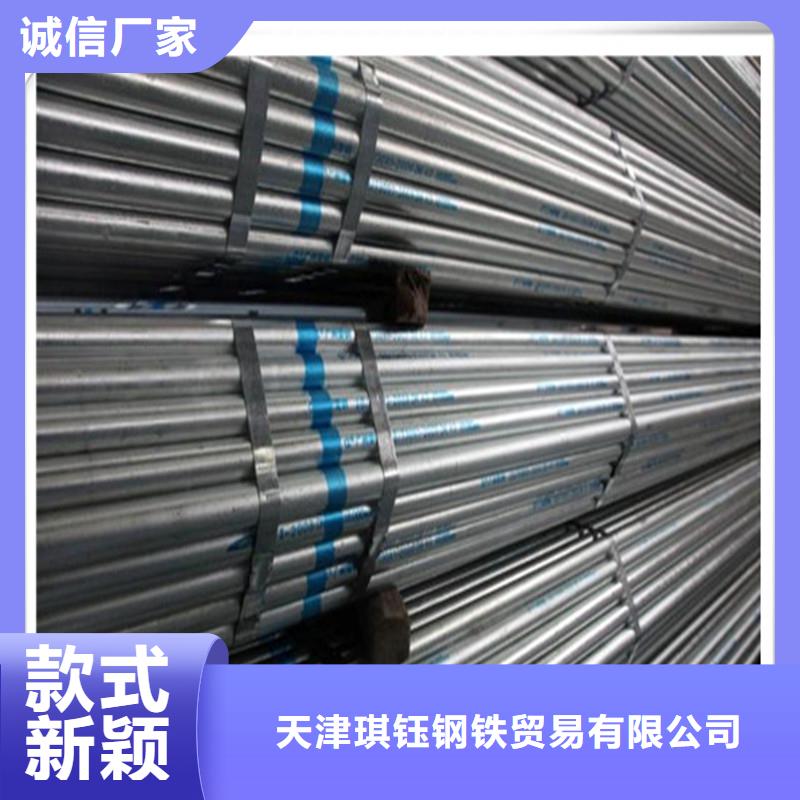
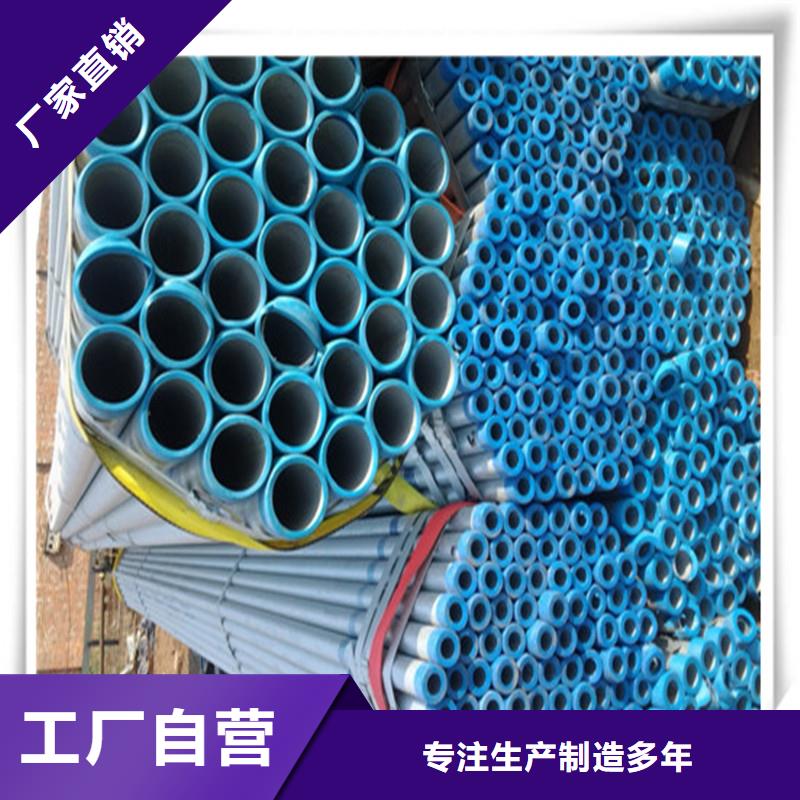



鍍鋅管,又稱鍍鋅鋼管,分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,具有鍍層均勻,附著力強,使用壽命長等優點。電鍍鋅成本低,表面不是很光滑,其本身的耐腐蝕性比熱鍍鋅管差很多。
鍍鋅鋼管分冷鍍管、熱鍍管,前者已被禁用,后者還被 提倡暫時能用。
熱鍍鋅管是使熔融金屬與鐵基體反應而產生合金層,從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。北方大部分工藝采用鍍鋅帶直接卷管補鋅工藝。
冷鍍鋅管冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。今后不準用冷鍍鋅管作水、煤氣管。


屈服點(σs):具有屈服現象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續伸長時的應力,稱屈服點。若力發生下降時,則應區分上、下屈服點。屈服點的單位為N/mm2(MPa)。上屈服點(σsu):試樣發生屈服而力首次下降前的 應力; 下屈服點(σsl):當不計初始瞬時效應時,屈服階段中的小應力。
屈服點的計算公式為:式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
:在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。計算公式為:L1--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。



琪鈺鋼鐵貿易(青島市分公司)是一家以 方矩管的生產、營銷于一體的綜合性廠家。其中 方矩管引用國內外的研發技術,公司每個生產階段都遵守了嚴格的生產規范。本公司以科學的管理、的檢測、周到的服務滿足廣大客戶的需求,在本行業中一直擁有良好的聲譽,并贏得了客戶的廣泛好評。現代企業的管理方法,立足于產品的質量管理。以其優異的品質、新穎的設計、合理的價格、完善的服務是公司不斷孜孜追求的目標。

低壓流體輸送用鍍鋅焊接鋼管(熱浸鍍鋅部分)鍍鋅層的均勻性:鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)
表面質量:鍍鋅鋼管的表面應有完整的鍍鋅層,不得有未鍍上的黑斑和氣泡存在,允許有不大的粗糙面和局部鋅瘤存在。鍍鋅層重量:根據需方要求,鍍鋅鋼管可作鋅層重量測定,其平均值應不小于500g/平方米,其中任何試樣不得小于480g/平方米。
硫酸鹽鍍鋅 點是電流效率高達 ,沉積速率快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,因而只適于幾何形狀簡單的管材與線材等電鍍。硫酸鹽電鍍鋅鐵合金工藝對傳統的硫酸鹽鍍鋅工藝進行優化,只保留了主鹽硫酸鋅,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發揚了原工藝電流效率高、沉積速率快的優點,還使分散能力與深鍍能力得到很大改善,過去復雜件不能鍍,現在簡單與復雜件都能鍍,而且防護性能比單金屬提高3~5倍。生產實踐證明,用于線材、管材的連續電鍍,鍍層晶粒比原來的更細化、更光亮,沉積速率快。2~3 min內鍍層厚度達到要求。

