
產品詳細介紹

若采用掛鉤工藝則反向旋轉,數控鋼筋籠繞筋機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。鋼筋籠繞筋機使用注意事項:備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,數控鋼筋籠繞筋機將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。自動行走機構1套,伺服驅動,高精齒輪齒條嚙合傳動,確保鋼筋長度。電控1臺,PLC控制。人機界面(屏)立式操作臺;程序實用、易學,適合工地工人現場作業空壓機1臺,隨機工具及說明書1套。施工中大力引進新工藝、新技術、新設備以建設施工水平及效率的思想要求,數控鋼筋籠繞筋機我部結合在實際應用中總結出的,提出該機有率、高和成本的三個特點
 <莆田>建貿機械設備有限公司
<莆田>建貿機械設備有限公司
 價格合理的莆田簡易鋼筋籠滾焊機廠家
價格合理的莆田簡易鋼筋籠滾焊機廠家
 jmc
94165
jmc
94165
2、新項目當場技術人員依據必須工程施工位置的設計圖整體規劃所截鋼筋下料長短,在建筑鋼筋區開料激光切割。3、建筑鋼筋放進量尺寸明確的胎墻上開展激光切割開料后遷移到套絲去滾絲,滾絲后的建筑鋼筋務必歷經邊緣打磨拋光整平后,即可進到下一條工藝流程。4、依據設計構思間隔調節主筋部位,箍筋根據在成形機中鍵入的間隔,全自動圍繞;箍筋與主筋的聯接,選用二氧化碳維護電焊焊接(別名二保焊)紅梅花形碰焊,降低焊穿,確保聯接品質。5、每節灌注樁制做進行后,下節灌注樁在成形機上開展組拼,組拼及格后吊離上每節灌注樁,確保各種電氣灌注樁的連接精密度。繞筋機6、生產加工好的灌注樁在儲放區運送至灌注樁儲放區,設定契形馬鐙固定不動兩邊,避免建筑鋼筋翻轉。
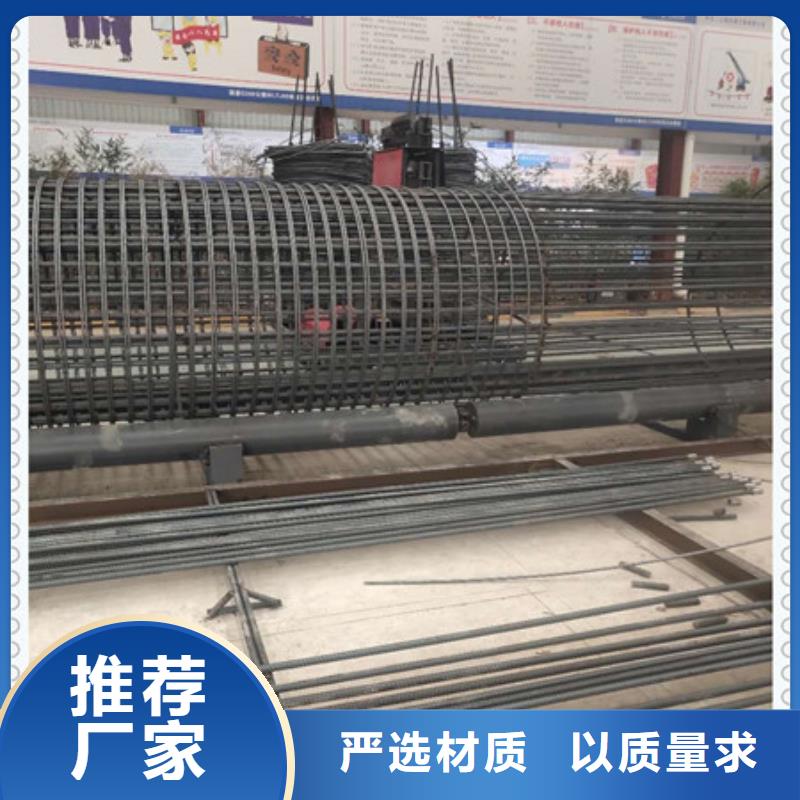
鋼筋籠繞筋機是一種專門纏繞鋼筋籠外部繞筋的數控設備。施工單位用人工把鋼筋籠的主筋和內部加強圈焊接成鋼筋籠的大致骨架,然后放到鋼筋籠繞筋機上進行繞筋的纏繞鋼筋籠繞筋機的主要優缺點:1、鋼筋籠繞筋機生產的鋼筋籠比人工生產要標準的多。常用樁徑的鋼筋籠一米的繞筋誤差在3cm左右。2、生產速度快。來一米直徑的12米長度鋼筋籠來說,鋼筋籠繞筋機只需要20—30分鐘就可以生產完畢。繞筋機主機;含機架底座膠輥傳動等。膠輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。鋼筋籠起吊時,要求吊車司機操作準確平穩,對準樁位。焊完一節主箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。質量穩定機械化作業不受人為因素影響,長時間工作可穩定質量不變。適合各種主筋箍筋數量形式型號大小長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產。轉運便捷組合式設計使搬運安裝生產等不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的機業。功耗低總功率不到KW同步工作不到KW節能而且不影響總電容的配比。流水線形式施工不受各工序影響,不間斷完成主筋箍筋焊接成型繞筋施焊等全部。