


聯(lián)系我們

- 定做非標(biāo)研磨管價(jià)格低
- 現(xiàn)貨供應(yīng)EN-GJL300鑄鐵型材_精選廠家
- 球墨鑄鐵單篦子400*600*30*11kg材質(zhì)
- 密集架:南陵縣移動(dòng)檔案文件柜金質(zhì)服務(wù)
- 道路欄桿直供廠家
- 熱軋無(wú)縫鋼管批發(fā)
- 304L不銹鋼管價(jià)格
- 珩磨汽缸管支持廠家直銷
- 800千瓦發(fā)電機(jī)租賃、800千瓦發(fā)電機(jī)租賃出廠價(jià)
- 變壓器油溫表校驗(yàn)儀
- 臨高縣發(fā)電機(jī)租賃含稅含運(yùn)費(fèi)
- 民眾鎮(zhèn)樓頂防雨帽透氣帽本地廠家
- 聚合硫酸鐵放心得選擇
- 景觀護(hù)欄園林綠化護(hù)欄工廠批發(fā)
- 瓦片琉璃瓦陶瓷瓦選瓦片琉璃瓦陶瓷瓦廠家
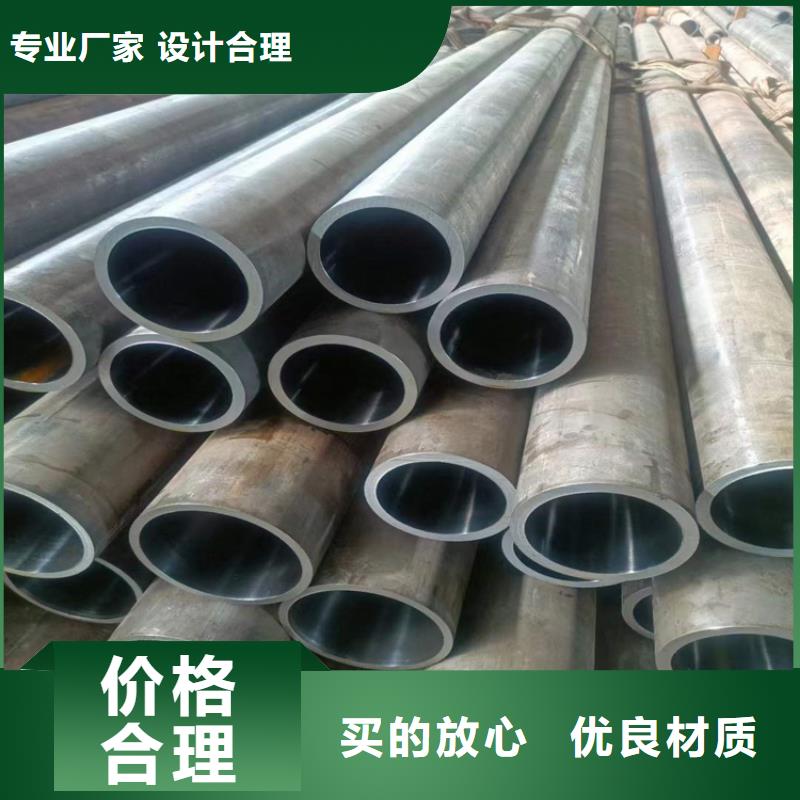
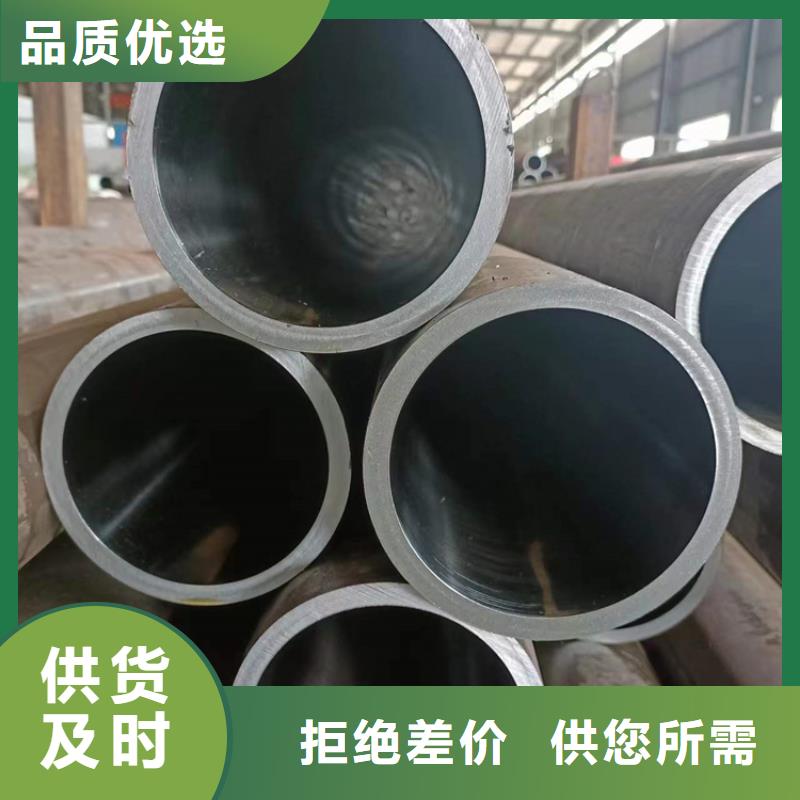
定做非標(biāo)研磨管廠家批發(fā)零售
更新時(shí)間:2025-06-20 19:30:35 ip歸屬地:萍鄉(xiāng),天氣:多云,溫度:25-33 瀏覽次數(shù):2 公司名稱:聊城 液壓機(jī)械(萍鄉(xiāng)市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 6500/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 小起訂 | 0.1噸 |
| 質(zhì)量等級(jí) | |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 過(guò)磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 油缸氣缸機(jī)械加工 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |
| 范圍 | 定做非標(biāo)研磨管批發(fā)零售生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋江西省 南昌市、景德鎮(zhèn)市、九江市、贛州市、萍鄉(xiāng)市、新余市、吉安市、上饒市、撫州市、宜春市 安源區(qū)、湘東區(qū)、蓮花縣、上栗縣、蘆溪縣等區(qū)域。 |

萍鄉(xiāng)定做非標(biāo)研磨管廠家批發(fā)零售 <萍鄉(xiāng)>九冶管業(yè)有限公司
有一種過(guò)程控制方法能縮短珩磨時(shí)間,珩磨管易于讓在整個(gè)齒面上保持理論上的線接觸。因此減少了磨具與工件的點(diǎn)接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會(huì)使之保持理論線接觸。連續(xù)改變接觸條件會(huì)產(chǎn)生良好的動(dòng)態(tài)特性,不會(huì)因擺動(dòng)角度使機(jī)床部件產(chǎn)生嚴(yán)重顫振。珩磨過(guò)程中,單面線接觸珩磨時(shí)這類動(dòng)態(tài)特性會(huì)對(duì)機(jī)床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機(jī)由此而引發(fā)的對(duì)珩磨過(guò)程中利用機(jī)床運(yùn)動(dòng)鏈實(shí)施齒面修形過(guò)程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過(guò)程中有一個(gè)以上的齒在保持接觸。這就表示珩齒過(guò)程是一種連續(xù)接觸的轉(zhuǎn)動(dòng)過(guò)程。這是使齒輪低噪聲運(yùn)行的一項(xiàng)很重要的決定性因素。
定做非標(biāo)研磨管廠家批發(fā)零售")
如何給珩磨管設(shè)置定壓1、脫落切削階段,這種定壓珩磨,開(kāi)始時(shí)由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對(duì)油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強(qiáng)度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進(jìn)行,孔表面越來(lái)越光 ,與油石接觸面積越來(lái)越大,單位面積的接觸壓力下降,切削效率降低。同時(shí)切下的切屑小而細(xì),這些切屑對(duì)粘結(jié)劑的磨耗也小。因此,油石磨粒脫落少,此時(shí)磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負(fù)荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時(shí)油石和孔表面的接觸面積越來(lái)越大,細(xì)的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當(dāng)于拋光。若繼續(xù)珩磨,油石堵塞嚴(yán)重而產(chǎn)生粘結(jié)性堵塞時(shí),油石完全失去切削能力并嚴(yán)重發(fā)熱,孔的精度和表面粗糙度均會(huì)受到影響。此時(shí)應(yīng)盡快結(jié)束珩磨。
定做非標(biāo)研磨管廠家批發(fā)零售")
與內(nèi)孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過(guò)程中又旋轉(zhuǎn)加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細(xì)表面粗糙度。為了提率,珩磨管的生產(chǎn)都是機(jī)械化方式了,將珩磨頭與機(jī)床主軸采用浮動(dòng)連接,以保證余量均勻。由于砂條很長(zhǎng),珩磨時(shí)工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產(chǎn)生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。
萍鄉(xiāng)定做非標(biāo)研磨管廠家批發(fā)零售