



簡約不浮華,不簡單實用。我們的無縫鋼管,高頻焊接H型鋼出廠嚴格質檢產品視頻用直觀的方式展現產品的實用性和價值。
以下是:無縫鋼管,高頻焊接H型鋼出廠嚴格質檢的圖文介紹
金杰金屬制造有限公司(寧波分公司)質量觀念是:通過不斷改進 國標工字鋼和缺陷確保顧客滿意;為顧客提供好的 國標工字鋼產品;建立和維持一個切實有效的質量管理體系;通過內部交流,促使全體員工參與質量。同時,我們遵守的環境法規,遵循集團公司全球法規和標準,從而確保生產流程能夠利用能源,與環境協調發展。




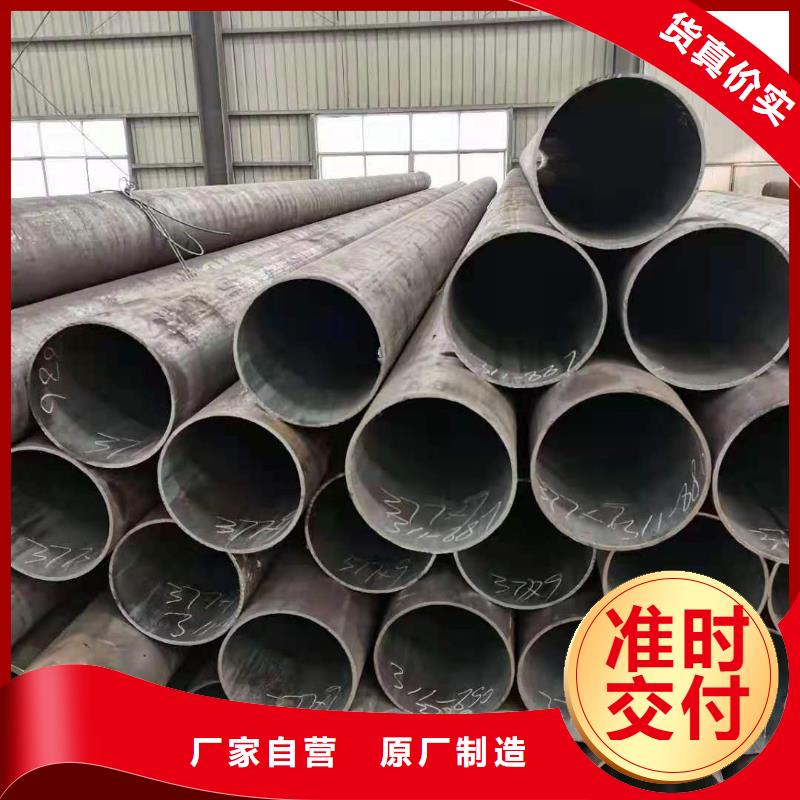
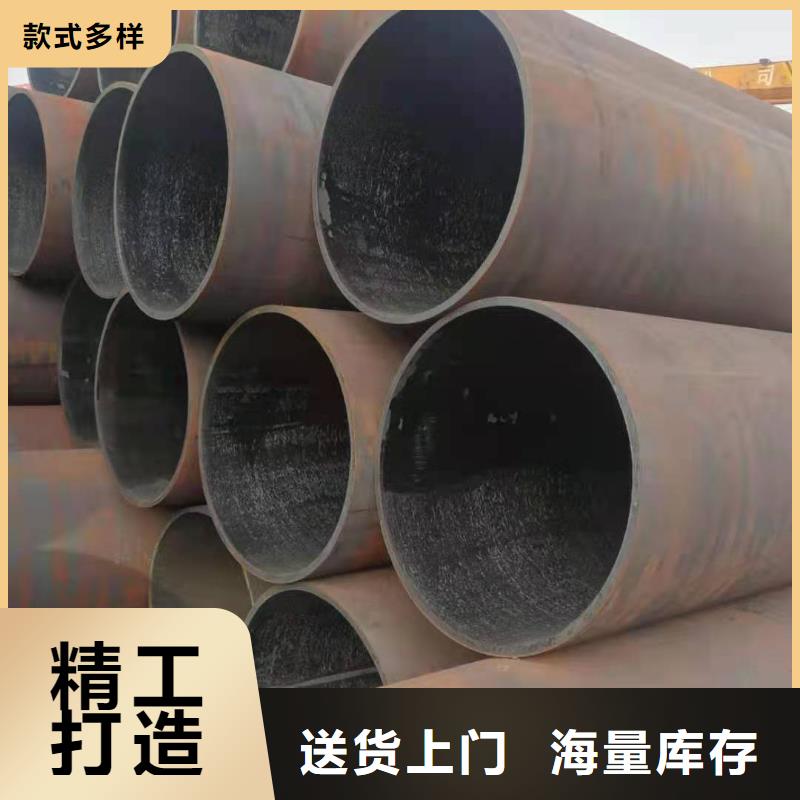
無縫鋼管 - 規格 18-20-22-24-28-30-32*1.5-4 34-38-40-42-45-48-50-51-52*3-12 54-56-58-60-63.5-65-68-70*3.5-14 73-76-80-83-89-95-102-104-108*4-30 121-127-133-146-152-159-168-180*4.5-45 194-203-219-232-245-273-299*6-65 325-351-355-377-402-406-457-480*8-20-80 500-508-530-560-580-610-630-660-710-760*12-30-50-60-80 無縫鋼管 - 工藝流程 1、衛生級鏡面管工藝流程: 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝 2、工業管工藝流程 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗



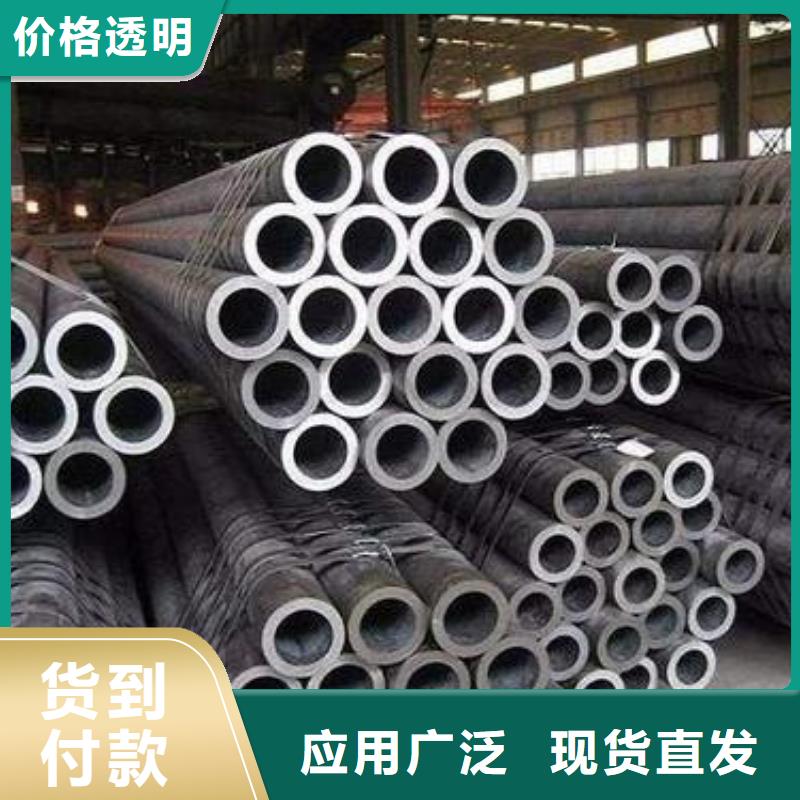
1.20號精拔無縫鋼管(擠壓20號精拔無縫鋼管)圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫
軋制20號精拔無縫鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。20號精拔無縫鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,冷卻塔中,通過冷卻,20號精拔無縫鋼管經冷卻后,就要被矯直。


