




切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
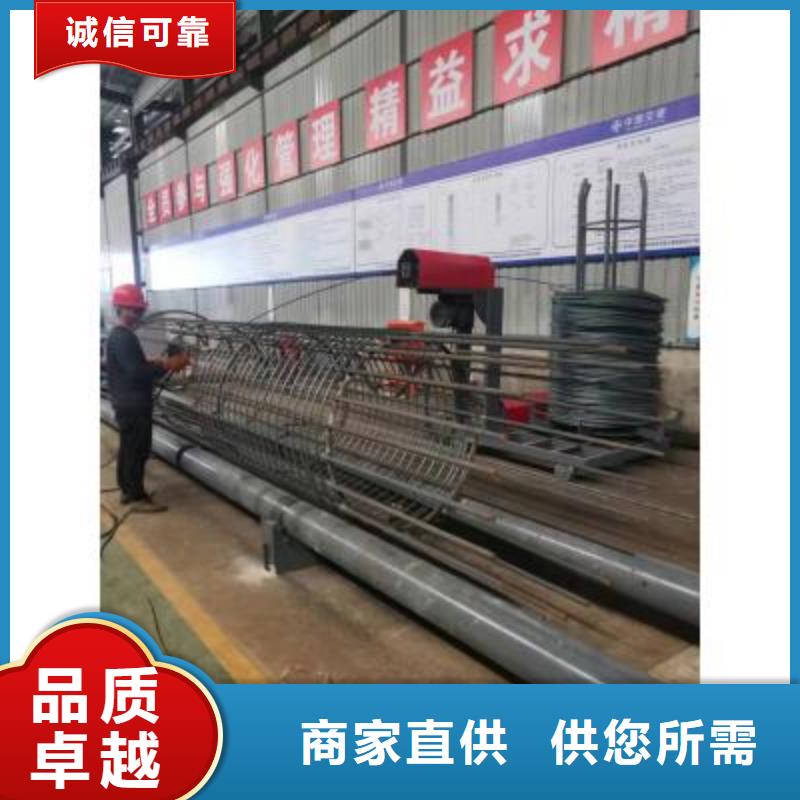
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
<內蒙古>建貿機械設備有限公司 內蒙古鋼筋籠繞籠機品質放心河南建貿


鋼筋接頭采用幫條焊或搭焊時,焊縫長度不應小于幫條或搭接長度,焊縫高度應大于等于0.3d,并不小于4mm;焊縫寬度大于等于0.7d,并不小于10mm。
6.外觀檢查鋼筋籠繞筋機
鋼筋電弧焊接頭外觀檢查應在接頭清渣后逐個進行目測或量測. 接頭處不得有裂紋焊縫表面平整,不得有較大的凹陷、焊瘤。
當有外觀檢查不合格接頭時,經修理或補強后,可提交二次驗收。
鋼筋焊接必須做強度檢驗,以300個同類型接頭(同鋼筋級別、同接頭形式、同焊接位置)作為一批,不足300個時,按一批計。強度檢驗時,從成品中每批切取三個接頭進行拉伸試驗。
 <內蒙古>建貿機械設備有限公司
<內蒙古>建貿機械設備有限公司

鋼筋籠繞筋機產品優勢 鋼筋籠骨架旋轉的同時由移動盤拖動向后移動,盤筋不移動;
● 鋼筋籠直徑由相同直徑的模板控制,一個工程通常需要 2-7 種模板;
● 鋼筋籠成型機主筋間距決定于人工預先在模板上布置的,與主筋根數相同數量的套管間距;
● 配有多組液壓支撐裝置,防止鋼筋籠因自重而;
● 鋼筋籠滾籠機配有多組分料盤,防止生產過程中主筋錯亂;
● 為減輕工人勞動強度和提高施工形象,鏈條式主筋自動上料機構和自動焊接機械手可供用戶選擇(不)。為什么不加機械手?一些鋼筋籠滾籠機廠家為了利益客戶去采購,我們不,因為點焊率低。