



想了解珩磨管研磨管常年供應產品的更多信息?一部視頻,讓你輕松get到所有重點!
以下是:廣西南寧珩磨管研磨管常年供應的圖文介紹

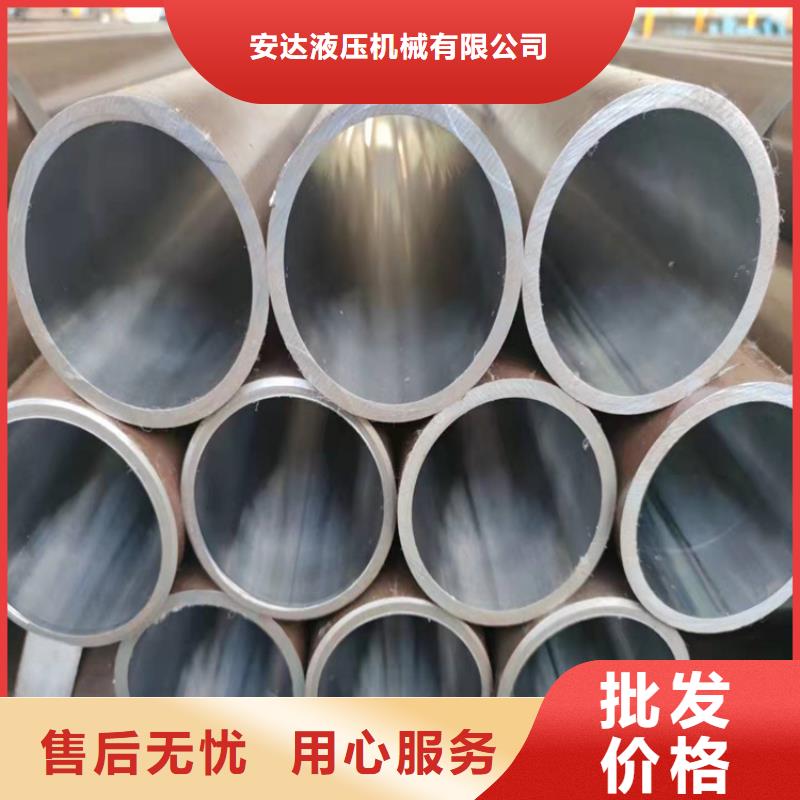
珩磨管采用滾壓加工,由于表面層留有表面殘余壓應力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產生或擴大,因而增加珩磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質缸筒是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后必須更換端蓋


廣西南寧珩磨管絎磨管油缸管3.珩磨管操作(1)檢查珩磨機的潤滑部位,特別是變速箱高精度珩磨管,是否潤滑到位。如果沒有潤滑的話,那么應及時進行潤滑,以免影響到機器的正常運行。(2)冷卻液是否清潔干凈,是否有雜質,以及量是否充足。對冷卻液來講,也要定期進行清理或者更換,以免受到污染。(3)機器開動后,要先空運轉一段時間,以便能夠排出液壓管路中的空氣。(4)對機器的各個部分,要進行檢查,能否正常工作。(5)液壓油的油溫,**不能超過60攝氏度,否則應采取降溫措施進行降溫。如果不行的話,那么應停止工作。



了解珩磨管的屬性范圍珩磨管其是指經過珩磨加工的管子,可以稱其為珩磨管,而這里的管子,主要是指無縫鋼管。因此,珩磨是一種加工工藝,通過這一工藝,使得管子內孔達到預期想要的公差尺寸,以及表面粗糙度等,并使其在公差范圍內。珩磨管的加工工藝是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工藝,不一定是珩磨,也可以是滾壓等其它工藝。珩磨管的內孔粗糙度,是可以做到小于0.63nm的,而直線標準度,則可以做到小于0.3mm/m。因此,其在尺寸準確度上,是可以有較高水平的。因此,其可以用于一些要求較高的場合中。而它的珩磨,是要用到珩磨機的,珩磨機上的珩磨頭,一般來講,是進行軸向直線往復運動。


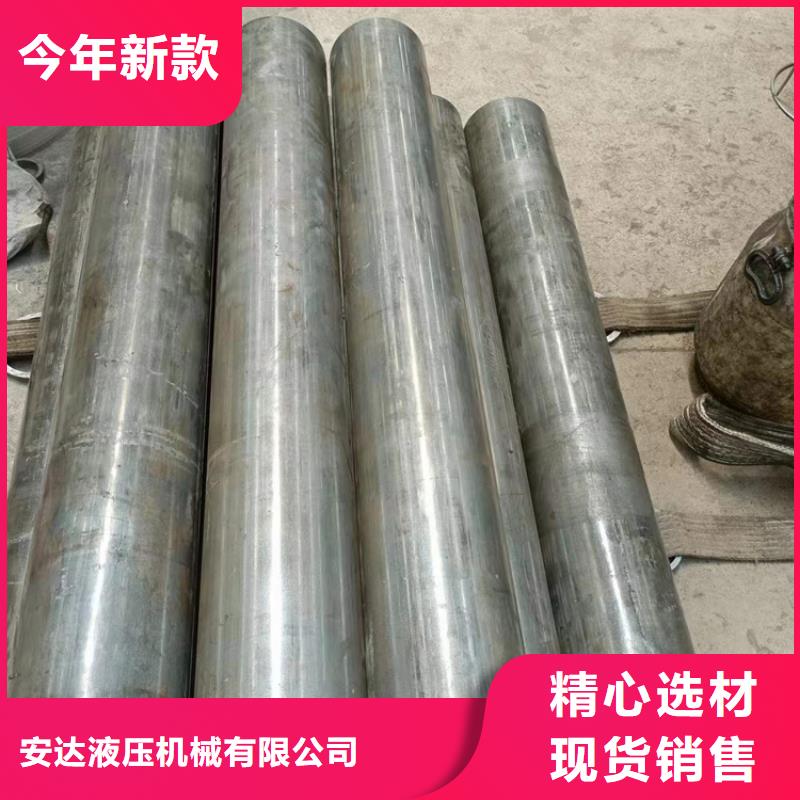
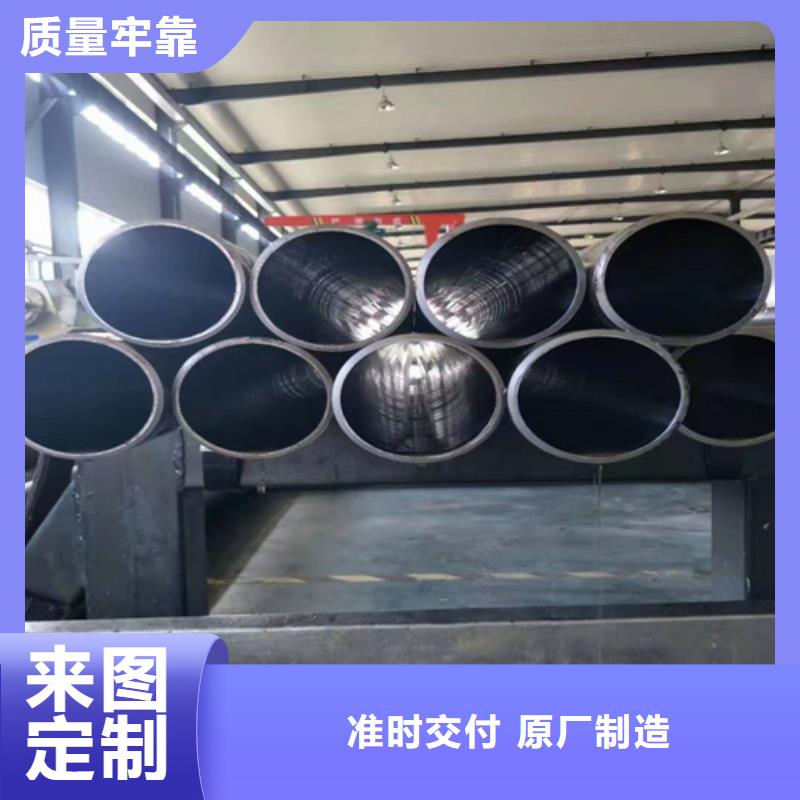
廣西南寧企業旺旺珩磨管絎磨管油缸管珩磨管的生產工序比較多,從材料的投入到成品的成型,需要經過多次的冷變形。不僅如此,整個過程中還包含多個由準備工序和變形工序組成的生產循環,循環往復,使得珩磨管的生產周期比較長,而且材料消耗也比較大。由于珩磨管的加工設備多數為單體布置的,因此整個過程屬于間斷性生產,由此可以看出,珩磨管生產的特點是管料在冷變形之前和一直到累積冷變形量達到了一定程度后,為了加工硬化及其他需要在繼續冷變形之前,都要進行一系列準備工作。為了保證產品品質,必須對管料進行仔細檢查;對成型后的珩磨管,檢查也是不可缺少的作業環節之一,確保其表面質量、尺寸、性能等都符合標準。絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。


液壓機械(南寧市分公司)是廣西南寧在 高精度活塞桿行業研制生產的廠家,技術力量雄厚,設計制造能力強,生產設施完善,管理制度健全。本公司以“服務為根,質量為本”為經營宗旨,以合理的價格,
提供的 高精度活塞桿產品和完善的售后服務,以客戶需求為導向,不斷創新,以提高客戶生產效率為己任,為客戶帶來的現場解決方案。


