





融拓金屬材料有限公司(牡丹江分公司)自成立以來一直秉承“品質(zhì)、專業(yè)、誠信、熱忱”的經(jīng)營理念,致力于打造滿足客戶需求的準確、方便、迅捷、可靠的 熱軋無縫鋼管企業(yè)。公司特別注重高科技研發(fā)團隊的的建設(shè),凝聚了一支多年從事 熱軋無縫鋼管方面的研發(fā)和產(chǎn)品工程師,保證了產(chǎn)品質(zhì)量的穩(wěn)定性、可靠性。同時公司也建立了擁有豐富項目實施經(jīng)驗和技術(shù)過硬的售前、售后服務(wù)隊伍,可以為用戶提供的產(chǎn)品服務(wù)和技術(shù)解決方案。




規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質(zhì)量:鋼管的內(nèi)外表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應(yīng)完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應(yīng)切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經(jīng)供需雙方協(xié)議也可不切頭。 冷拔或冷軋精密 P91精軋管《表面質(zhì)量》參照GB3639-83。
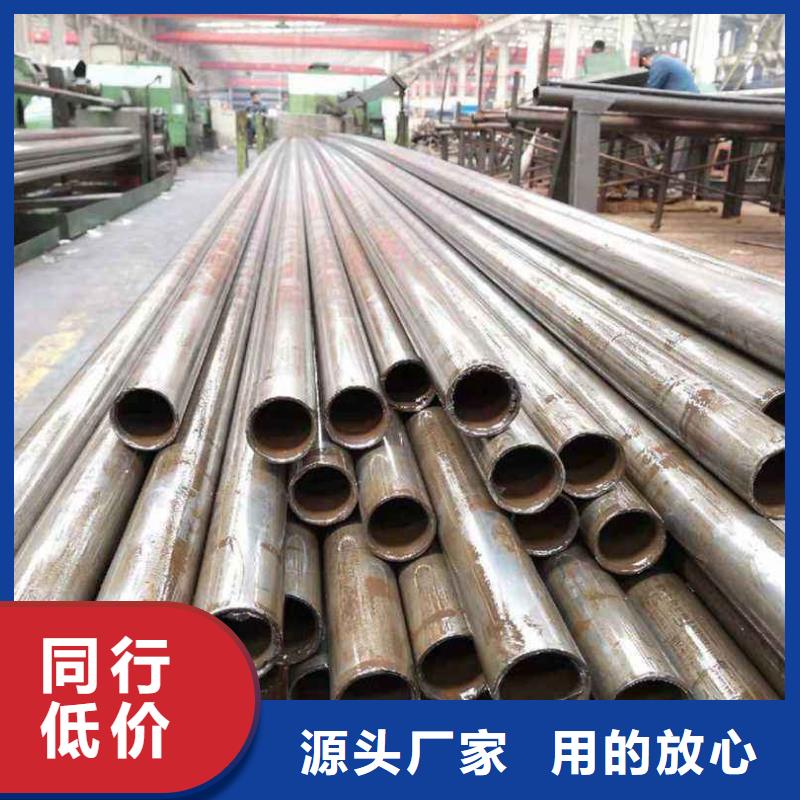
精軋管是用實心管坯經(jīng)穿孔后軋制的,按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
精軋管一般在自動軋管機組上生產(chǎn)。實心管坯經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉(zhuǎn)和前進,在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。 經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)精軋管是較先進的方法。
若欲獲得尺寸更小和質(zhì)量更好的無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。




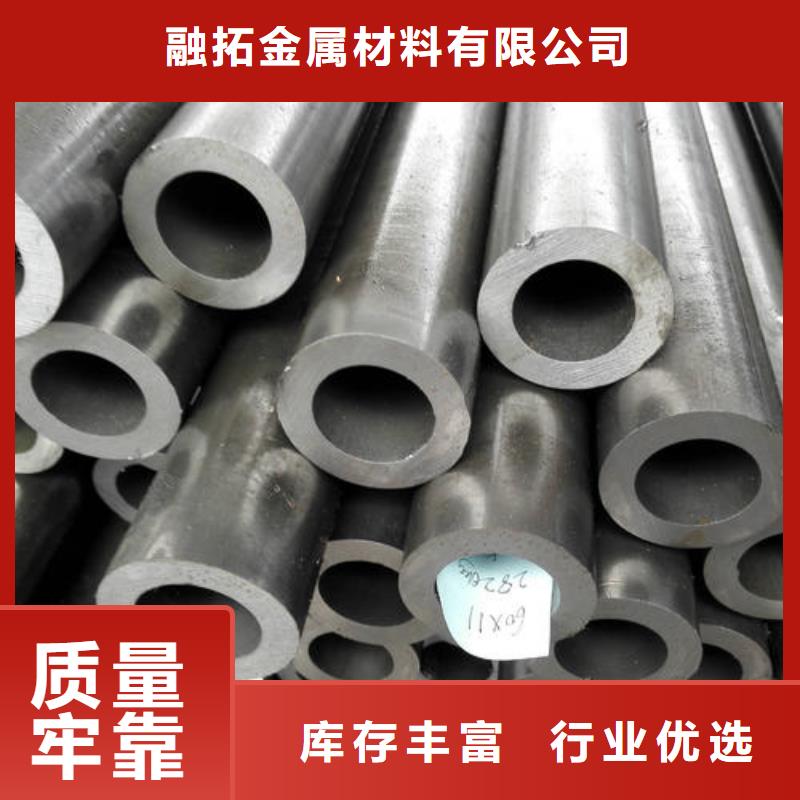
無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產(chǎn)品可以是很粗糙的鑄態(tài)或冷撥件,一般表面多為黑色,黑色為鋼管進行普通退火時產(chǎn)生的氧化皮。精軋管是近幾年出現(xiàn)的無縫鋼管的衍生產(chǎn)品,主要是內(nèi)孔、外壁尺寸有嚴格的公差及粗糙度要求。冷拔(軋)精軋管的特點:外徑更小, 少外徑可以做到4mm 左右。精度高可做小批量生產(chǎn),小公差可以達到 0.03mm 左右。冷拔(軋)成品精度高,表面質(zhì) 量好,有很好的表面光潔度,有的可以達到鏡面要求。鋼管橫面積更復(fù)雜,可以做出各種特殊形狀,如六角形,梯形,U型......鋼管性能更優(yōu)越,金屬比較至密, 鋼管強度升高,能承受更大的壓強及機械力。高精度冷拔精軋管是一種新型高技術(shù)節(jié)能產(chǎn)品。近年來,采用本項技術(shù)生產(chǎn)的精軋管已廣泛地應(yīng)用于國內(nèi)液壓、氣動缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。高精度冷拔精軋管的推廣應(yīng)用對節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。

