



想知道冷拔管精拉光亮管快速物流發貨產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:冷拔管精拉光亮管快速物流發貨的圖文介紹

精拉管業有限公司(洛陽分公司)
以下是 16Mn精密管的詳細介紹頁面,由于精拉管業有限公司(洛陽分公司) 16Mn精密管產品種類較多,具體 16Mn精密管產品價格請致電,以電話中實際報價為準。



對于冷拔管來說要不斷地進行各個部分的性能和促進冷拔管的不斷地進行去發展,對于常見的性能來說要不斷地進行保證良好的效果,注意平時進行維護和保養,當出現生銹的時候要注意除銹的方式和方法,還要進行正確地進行去除銹!
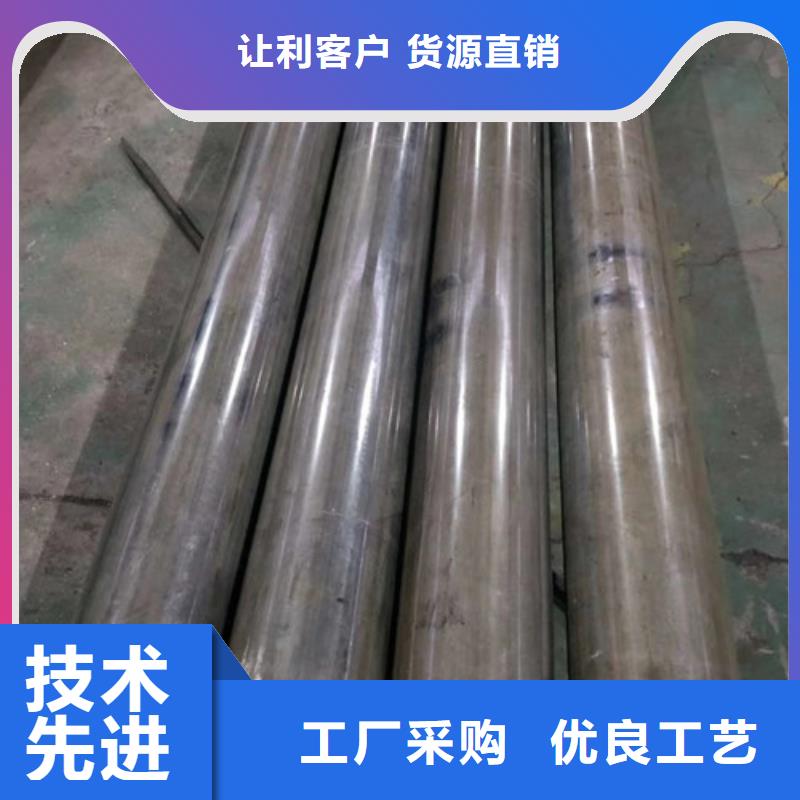
冷拔鋼管用拉拔、擠壓、穿孔等方法生產的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼錠或實心管坯經穿孔制成毛管,然后經冷撥制成。
冷拔鋼管是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。
優質碳素結構鋼冷撥無縫管,主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。



冷拔管技術包括連軋、冷拔管、三輥軋管、CPE頂管、擠壓管等。其中20#冷拔管是20世紀90年代才發展起來的技術,因其英文名稱為:Accuracy Rolling, 也簡稱為AR軋管。該技術工藝流 程短、操作靈活、鋼種面寬,深受行業推崇。隨著發展,該技術也出現的一定的問題。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。



大多數的冷拔管是可以進行加工的,在加工的時候一定要和廠家說清楚您的用途是什么,需要什么規格和型號的,加工的方式和溫度都要說清楚,這樣的話廠家可以根據您的描述進行自由去選擇加工的方法和方式以及結構。冷拔管是我們比較熟悉的,在加工的時候一定要附帶您的聯系方式,還有相關的冷拔管的郵寄地址等等。
一般的冷拔管的生產工藝可以分為冷拔與熱軋兩種,冷軋冷拔管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋冷拔管要短于熱軋冷拔管,冷軋冷拔管的壁厚一般比熱軋冷拔管要小,但是表面看起來比厚壁冷拔管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
一般的冷拔管的生產工藝可以分為冷拔與熱軋兩種,冷軋冷拔管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋冷拔管要短于熱軋冷拔管,冷軋冷拔管的壁厚一般比熱軋冷拔管要小,但是表面看起來比厚壁冷拔管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。

