




我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓鋼板卷管支持定制加工自己向您展示它的卓越品質和出色性能。
以下是:唐山路北鋼板卷管支持定制加工的圖文介紹
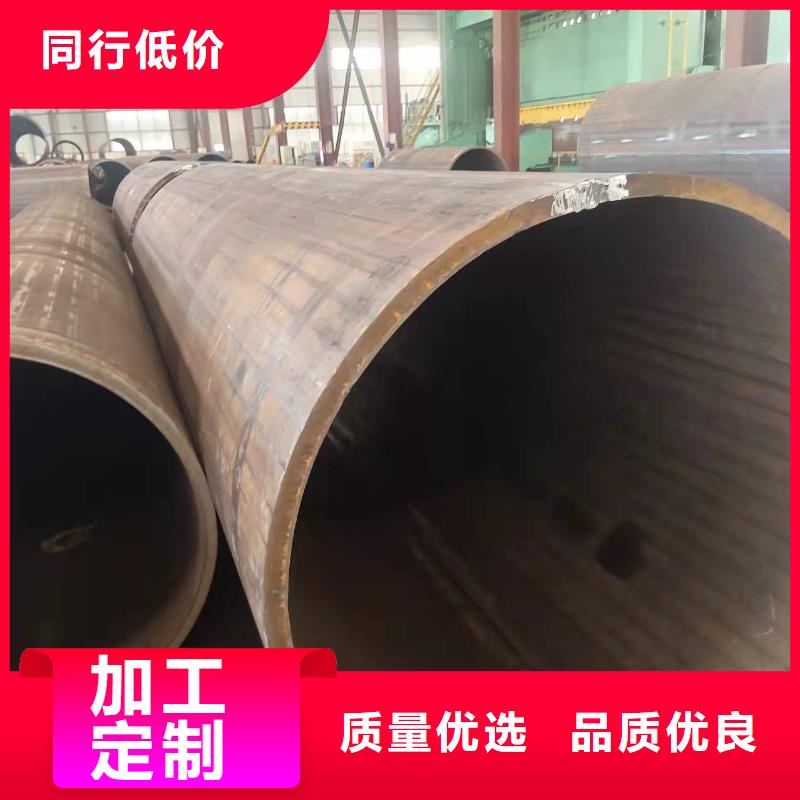
鋼板卷筒筒體的制作方法 技術領域: 本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊


鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復雜的鑄件容易出現。? 產生原因:? 1.鑄件結構設計不合理,有尖角,壁的厚薄變化過于懸殊? 2.砂型(芯)退讓性不良? 3.鑄型局部過熱? 4.澆注溫度過高? 5.自鑄型中取出鑄件過早? 6.熱處理過熱或過燒,冷卻速度過激?1、鋁和其他軟金屬?



首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。 其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。 其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。 其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。


大口徑鋼板卷管的材質是以碳鋼為主,還包括QQQ丁字焊大口徑鋼板卷管,般鋼板厚度為mm等,所以這種大口徑焊管的工藝是比較靈活必須對將兩個或者兩個以上的鋼管進行連接,方便適用的,外徑-mm,直接從鋼板軋制,焊接,成型,對接,卷管,處理時間短-,交付快,外徑為-mm,熱軋厚壁卷管在鋼板加熱下軋制。,焊接,形成,去毛刺,缺陷檢測,出廠。有時壁厚相對較厚,需要次加熱。特征是外徑公差小。,壁厚均勻。重要的是熱軋厚壁卷管不會損害原材料的性能。熱輥厚壁卷管的缺點是處理時間長,。熱軋厚壁卷管被廣泛使用:缸體,液壓,橋架,輥道等。E厚壁卷管工藝特點厚壁卷管對鹽鍍鋅的優化鹽鍍鋅大優點是電流效率高達,沉積速率,快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽只保留了主鹽鋅,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發揚了原工藝電流效率高,沉積速率快的優點,現在簡單與復雜件都能鍍,而且防護性能比單金屬提高~倍。生產實踐證明,用于線材,管材的連續電鍍,管徑沉積速率快。~min內鍍層厚度達到要求。



山特金屬制品(路北區分公司)位于經濟開發區匯通國際金屬物流園。主營產品(唐山路北) 本地 冷撥圓鋼。多年來,本公司本著'質量興業,守約重譽'的經營理念和服務宗旨為廣大客戶提供更好的產品和服務,得到了各界新老用戶的支持和贊譽。我公司鄭重承諾,在同等的質量下,保證以合理的價格,完善的服務,崇高的信譽來答謝各界朋友的支持和厚愛。公司全體員工熱列歡迎您來聊城指導觀光洽談業務!
