



精心打磨的產品視頻已準備就緒,它將帶您深入無縫鋼管小口徑無縫鋼管專業生產N年的魅力世界,讓您重新發現產品的無限可能。
以下是:廣西柳州無縫鋼管小口徑無縫鋼管專業生產N年的圖文介紹


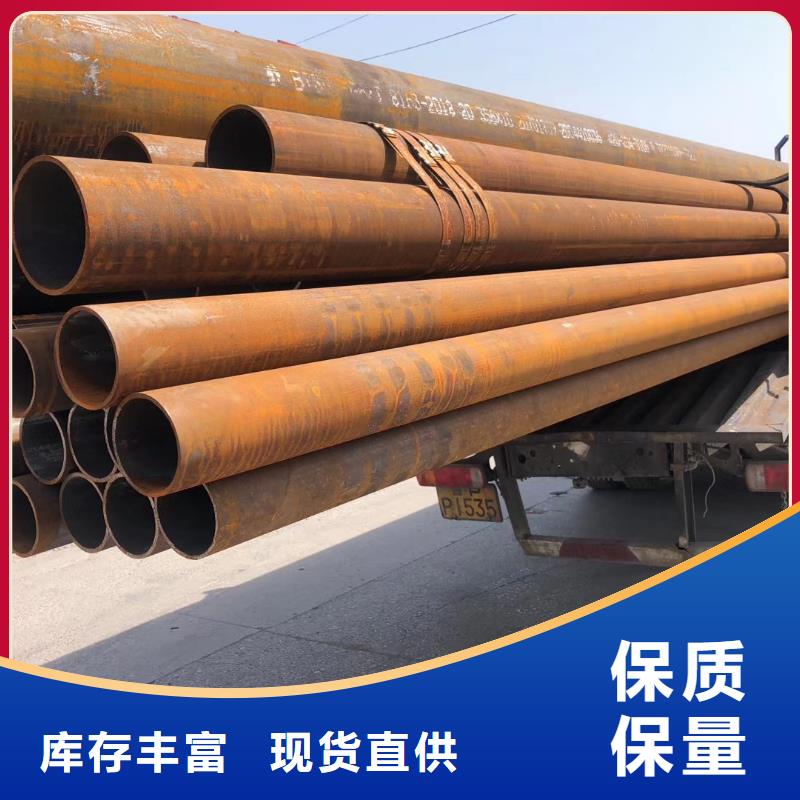
隨著我國科學技術的發展,廣西柳州無縫鋼管是隨著我國科學生產技術的發展而迅速發展起來的一種新型運輸設備。對于這種廣西柳州無縫鋼管,業內專家表示,這種輸送輸送管是利用電磁感應原理,根據導電介質通過外磁場,進而產生感應電動勢,就是液體輸送的一種工作原理。 對于很多使用這種輸送設備的企業來說,如何保證廣西柳州無縫鋼管的正常運行是日常生產過程中不可缺少的一環,對管道進行日常維護也是很有必要的。 工業生產中使用廣西柳州無縫鋼管應注意什么? 對于一般企業來說,對廣西柳州無縫鋼管一年做一次比較的檢查,不僅從外觀上,還要對管子的關鍵部位進行檢測,然后對一個運輸值進行校準,而且是 必須確認管道原件的電壓和電路,確保每個環節都沒有誤差,從而保證管道在日常生產活動中運輸的準確性。 業內專業人士在檢測此類廣西柳州無縫鋼管時,往往要進行零點漂移。 調零是非常必要的。 在線調零必須是停止輸送液體的流動。 這實際上并不容易做到,所以在檢查過程中,經常會檢查傳感器的運行情況。 專業人士還表示,如果對管材進行檢測后得到的結果與歷史檢測結果一致,則說明管材沒有問題,可以繼續使用。 事實上,對于這種非常精密的不銹鋼管材,在日常的工作和生產中,可能會因為一些操作不善導致運輸設備出現一些運輸偏差。 因此,對于企業來說,一方面要加強對這些精密運輸設備的日常維護和檢查,同時還要對操作人員進行更專業的技能培訓,避免操作人員操作不當。 在日常工作操作中。 操作,造成運輸設備的運輸偏差,不僅可能造成運輸設備的損壞,而且對生產活動也有一定的影響。



杰達通鋼管(柳州市分公司)是集科研、開發、生產、推廣、服務為一體的專業生產加工企業。技術力量雄厚,檢測手段齊全,具有完善的科學管理及質量保證體系。主要產品有: [小口徑無縫鋼管],本公司位于開發區匯通國際金屬物流園。經多年的生產實踐已形成完整的系列產品,并在國內建立了廣泛的應用網絡。產品質量在同類企業處于先進水平。我公司堅持“誠信為本,信譽至上”的宗旨。竭誠為廣大用戶服務。我公司愿與各界朋友真誠合作,共同發展。


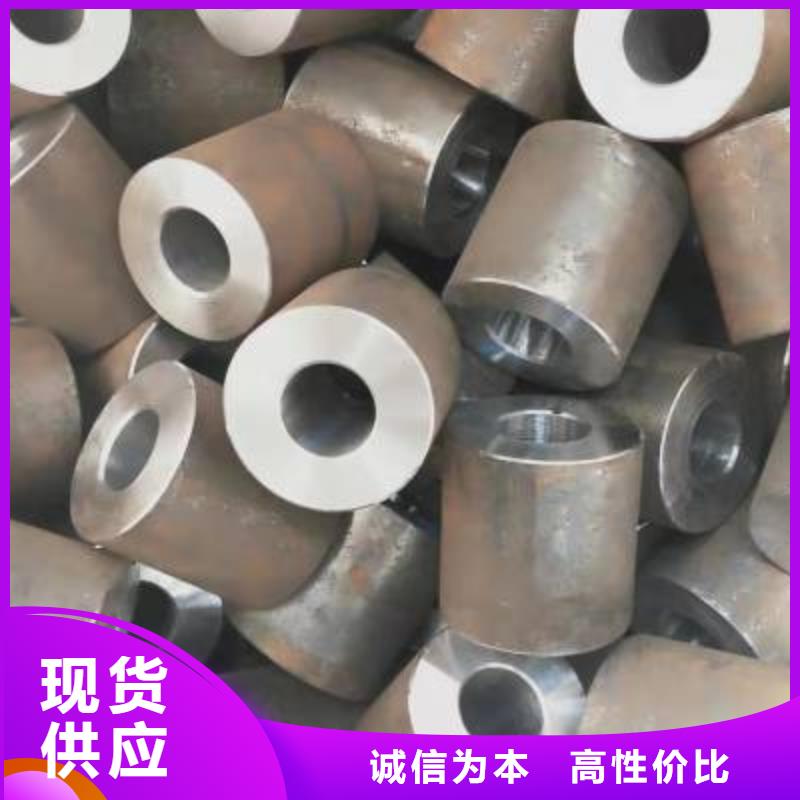
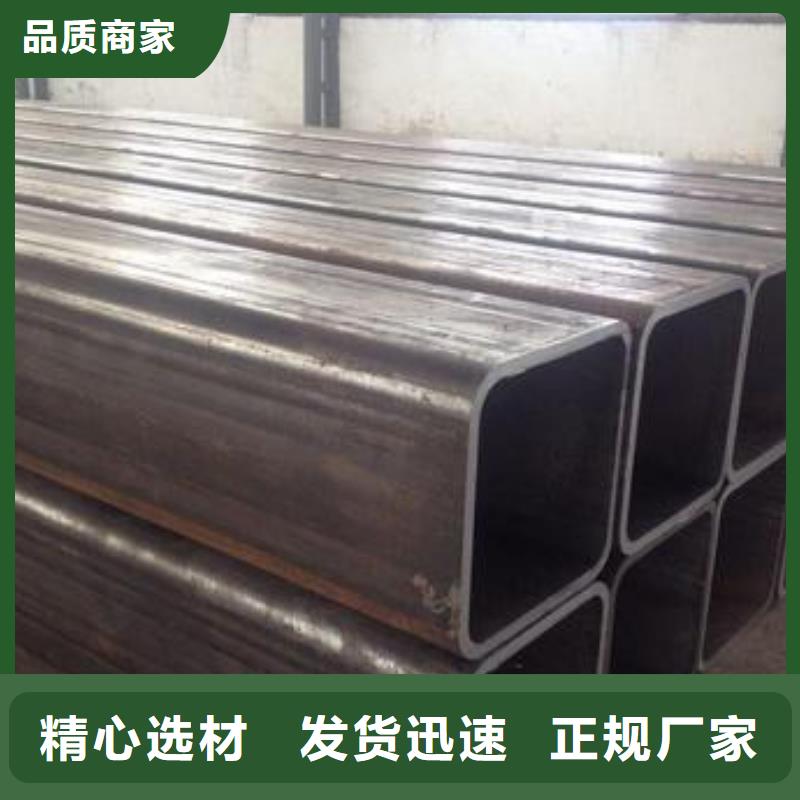
我們都知道,如果廣西柳州無縫鋼管長時間放置在室外,或者有一些摩擦,廣西柳州無縫鋼管表面的空氣氧化層就會被破壞,然后被空氣氧化腐蝕。 在潮濕和寒冷的氣體環境中。 因此油浸式變壓器應盡可能放置在密封區域。 油浸式變壓器,但廣西柳州無縫鋼管,具有資源優勢。 由于其表面不易被空氣氧化,關鍵與構成廣西柳州無縫鋼管的原材料密不可分。 精密不銹鋼管依靠其表面產生的一層超薄、牢固、光滑的富鉻空氣氧化膜,避免氧原子的再滲透和再氧化,獲得防銹工作能力。 廣西柳州廣西柳州無縫鋼管是指在所有管道連接的整個過程中,將一些不同的管道或一些備件連接在一起,自然也會分別固定在一個管道支管或法蘭上,變壓器廠家也會固定在 幾個不同的支管或法蘭,然后在整個連接過程中添加一些金屬墊片或橡膠墊片。 在這種情況下,可以進行合理的連接。 當然,變壓器廠家也有一些管道會和設備本身內置廣西柳州無縫鋼管,所以說這種東西屬于廣西柳州無縫鋼管連接。 在這樣的事情當中,它們通常被認為是整個管道安裝過程中關鍵的接口方法。 廣西柳州無縫鋼管的描述是過渡膜中抗腐蝕性較弱的部分會因自激反應而引起點腐蝕。 小孔的產生會將相鄰的硫酸鹽去除成強腐蝕性的水溶液,從而加快腐蝕速度。此外,不銹鋼板內部的應力腐蝕開裂會破壞不銹鋼板表面的過渡膜。 因此,應對廣西柳州無縫鋼管表面進行一定程度的清潔保養,以增加強度。 從目前的情況來看,廣西柳州無縫鋼管在整個應用過程中肯定是非常方便的。 他們可以承受這一系列的工作壓力。 在所有工業生產管道中,它們的連接性肯定是非常好的。 常見的。 家用管道的直徑比較小。 而且他們的工作壓力本身非常低。 沒有廣西柳州無縫鋼管連接。 如果它是通過加熱爐獲得的。 . 所有的連接處處可見。


廣西柳州無縫鋼管不均主要表現為螺旋狀壁不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。詳細為:螺旋狀壁厚不均成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整緣由形成的壁厚不均,普通沿鋼管的全長呈螺旋狀散布。首要方法是調整穿孔機軋制中心線,使兩軋輥的傾角持平,按軋制表給定參數調整軋管機。 直線狀壁厚不均成因:芯棒預穿鞍座高度調整不適宜,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,形成壁厚不均以至拉凹缺陷。連軋軋輥空隙過小或過大。軋管機中心線誤差。單、雙機架壓下量不均,會構成法蘭單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱誤差。 調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。交換孔型及軋制規范時應丈量軋輥空隙,使理論軋輥空隙與軋制表堅持分歧。用光學對中安裝調整軋制中心線,每年大修時校正軋管機中心線。厚壁鋼管、頭、尾部壁厚不均成因:管坯前端切斜度、彎曲渡過大、管坯定心孔不正易形成鋼管頭部壁厚不均。 穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易構成鋼坯尾部壁厚不均。檢查管坯質量,避免管坯前端切斜度、壓下量大,交換孔型或檢修均應校正定心孔。選用較低的穿孔速度,以確保軋制的穩定性和鋼坯壁厚的平均度。當調整滾動速度時,匹配導板將相應地調整。



