


聯(lián)系我們

您可能對林芝本地以下產(chǎn)品新聞也感興趣
更新時間:2025-06-06 10:12:40 ip歸屬地:林芝,天氣:陰轉(zhuǎn)小雨,溫度:10-21 瀏覽次數(shù):4 公司名稱:聊城 航蕭管件(林芝市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運費說明 | 協(xié)商 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號 | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |
| 范圍 | 生產(chǎn)基地位于【聊城】,供應范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 米林縣、墨脫縣、波密縣、察隅縣、朗縣等區(qū)域。 |




航蕭管件
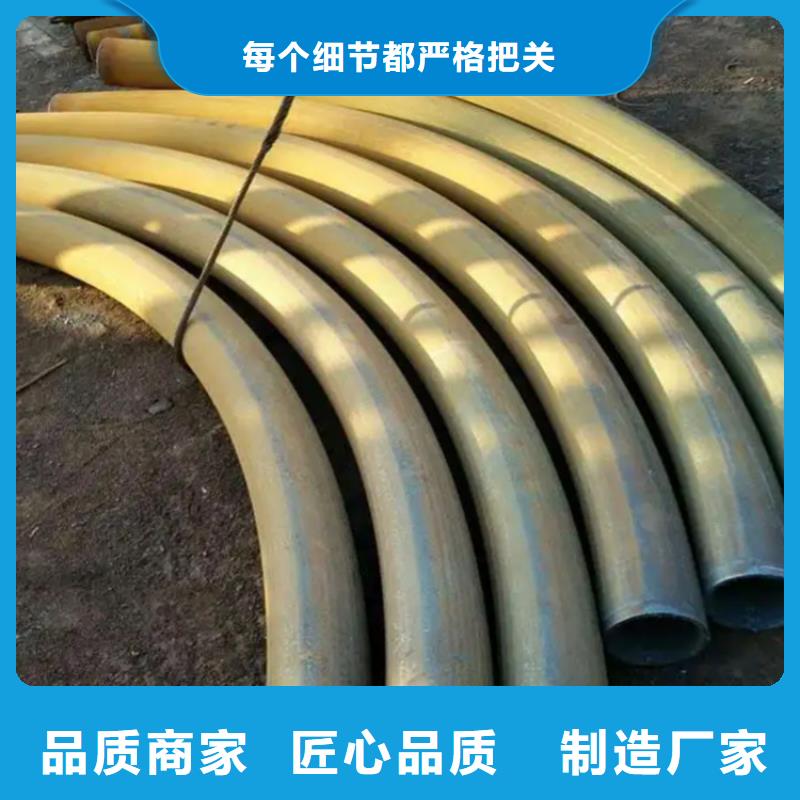
質(zhì)鋼軌煨彎的生產(chǎn)廠家") 彎管生產(chǎn)加工公司是不是必須增加機器設備資金投入?無論是以中國還是海外,就現(xiàn)階段的發(fā)展趨勢狀況來剖析得話,在熱煨彎管生產(chǎn)加工生產(chǎn)流水線層面實際上全是向著向著大口徑、大壁厚及其高鋼級方位發(fā)展趨勢。在具體工作中,也大部分全是選用高頻電磁感應加熱,微型機主要參數(shù)操縱的精益生產(chǎn)方式。下邊人們就以某彎管生產(chǎn)加工公司來進行表明。
,該生產(chǎn)商在中國該制造行業(yè)中具備一定的象征性,不但技術設備,有著好幾條生產(chǎn)流水線,并且在諸多工程項目中完成了熱煨彎管生產(chǎn)加工生產(chǎn)制造的每日任務。而現(xiàn)如今以便擴張生產(chǎn)規(guī)模,提高公司生產(chǎn)制造水準,必須導入一條的生產(chǎn)流水線。據(jù)統(tǒng)計,該生產(chǎn)制造先能夠 完成較大生產(chǎn)加工直徑1620mm,壁厚40mm。
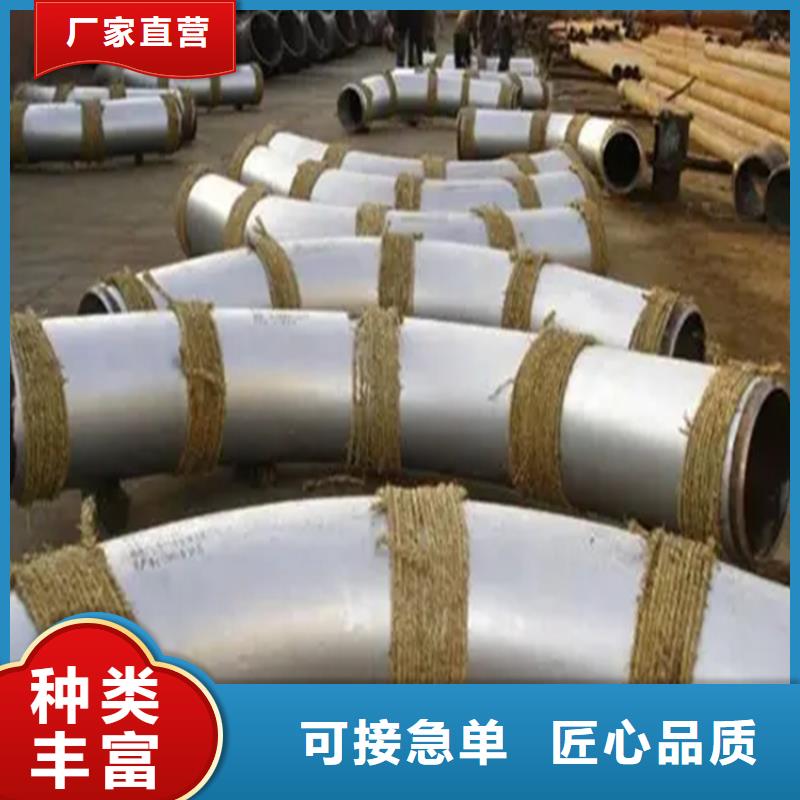
除此之外,在開展彎管生產(chǎn)加工工作的情況下,不但維持穩(wěn)定,并且可以做到24米的放料長短。該系統(tǒng)軟件的拐臂旋轉(zhuǎn)、卡頭開閉及其半經(jīng)調(diào)整等應用的是液壓傳動系統(tǒng),姿勢靠譜。在加溫層面也是選用的現(xiàn)如今更為的整流電源,輸出功率調(diào)升便捷。
彎管生產(chǎn)加工公司是不是必須增加機器設備資金投入?
值得一提的是,此條生產(chǎn)流水線所應用的自動控制系統(tǒng)也十分強勁,該全自動自動控制系統(tǒng)功能齊全,所應用的關鍵操縱元器件間完成了現(xiàn)場總線通信,出示對外開放的網(wǎng)線端口,可以巨大的考慮公司對信息化管理和自動化技術的要求。并且工作臺和控制箱也選用的是電子計算機控制系統(tǒng),全線完成彎管生產(chǎn)過程智能化,徹底替代了人工服務實際操作。
從之上所剖析的內(nèi)容看來,有效的彎管生產(chǎn)設備的資金投入成本費,將可以為制造業(yè)企業(yè)的具體工作中產(chǎn)生挺大的協(xié)助,另外還可以非常好的提高公司的整體實力水準。
彎管生產(chǎn)加工公司是不是必須增加機器設備資金投入?無論是以中國還是海外,就現(xiàn)階段的發(fā)展趨勢狀況來剖析得話,在熱煨彎管生產(chǎn)加工生產(chǎn)流水線層面實際上全是向著向著大口徑、大壁厚及其高鋼級方位發(fā)展趨勢。在具體工作中,也大部分全是選用高頻電磁感應加熱,微型機主要參數(shù)操縱的精益生產(chǎn)方式。下邊人們就以某彎管生產(chǎn)加工公司來進行表明。
,該生產(chǎn)商在中國該制造行業(yè)中具備一定的象征性,不但技術設備,有著好幾條生產(chǎn)流水線,并且在諸多工程項目中完成了熱煨彎管生產(chǎn)加工生產(chǎn)制造的每日任務。而現(xiàn)如今以便擴張生產(chǎn)規(guī)模,提高公司生產(chǎn)制造水準,必須導入一條的生產(chǎn)流水線。據(jù)統(tǒng)計,該生產(chǎn)制造先能夠 完成較大生產(chǎn)加工直徑1620mm,壁厚40mm。
除此之外,在開展彎管生產(chǎn)加工工作的情況下,不但維持穩(wěn)定,并且可以做到24米的放料長短。該系統(tǒng)軟件的拐臂旋轉(zhuǎn)、卡頭開閉及其半經(jīng)調(diào)整等應用的是液壓傳動系統(tǒng),姿勢靠譜。在加溫層面也是選用的現(xiàn)如今更為的整流電源,輸出功率調(diào)升便捷。
彎管生產(chǎn)加工公司是不是必須增加機器設備資金投入?
值得一提的是,此條生產(chǎn)流水線所應用的自動控制系統(tǒng)也十分強勁,該全自動自動控制系統(tǒng)功能齊全,所應用的關鍵操縱元器件間完成了現(xiàn)場總線通信,出示對外開放的網(wǎng)線端口,可以巨大的考慮公司對信息化管理和自動化技術的要求。并且工作臺和控制箱也選用的是電子計算機控制系統(tǒng),全線完成彎管生產(chǎn)過程智能化,徹底替代了人工服務實際操作。
從之上所剖析的內(nèi)容看來,有效的彎管生產(chǎn)設備的資金投入成本費,將可以為制造業(yè)企業(yè)的具體工作中產(chǎn)生挺大的協(xié)助,另外還可以非常好的提高公司的整體實力水準。
質(zhì)鋼軌煨彎的生產(chǎn)廠家") 林芝優(yōu)質(zhì)鋼軌煨彎的生產(chǎn)廠家
林芝優(yōu)質(zhì)鋼軌煨彎的生產(chǎn)廠家
質(zhì)鋼軌煨彎的生產(chǎn)廠家") 數(shù)控液壓彎管機的工作原理
1.數(shù)控液壓彎管機機械部分主要由專管夾緊裝置.彎管傳動裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉(zhuǎn)動,管子就被纏繞在彎管模的周向上,彎管模的旋轉(zhuǎn)角度 即為彎曲角度,在同一根管件上可以實現(xiàn)同半徑三維多彎,主要有直線送料.空間轉(zhuǎn)角以及彎管三大動作,在完成個彎管角度后,管件送到下一個彎曲位置并連過一空間轉(zhuǎn)角,在進行下一個彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機控制系統(tǒng)的應用,克服了由繼電接觸器控制系統(tǒng)容易受環(huán)境干擾.故障率高和維修困難等缺陷。
數(shù)控液壓彎管機的工作原理
1.數(shù)控液壓彎管機機械部分主要由專管夾緊裝置.彎管傳動裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉(zhuǎn)動,管子就被纏繞在彎管模的周向上,彎管模的旋轉(zhuǎn)角度 即為彎曲角度,在同一根管件上可以實現(xiàn)同半徑三維多彎,主要有直線送料.空間轉(zhuǎn)角以及彎管三大動作,在完成個彎管角度后,管件送到下一個彎曲位置并連過一空間轉(zhuǎn)角,在進行下一個彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機控制系統(tǒng)的應用,克服了由繼電接觸器控制系統(tǒng)容易受環(huán)境干擾.故障率高和維修困難等缺陷。
質(zhì)鋼軌煨彎的生產(chǎn)廠家") 航蕭管件
主要特點/彎管機,結構方面
彎管機圖冊
1、彎管機采用觸熒幕加數(shù)控模組,對話式操作,程式設定簡便容易;
2、床身結構穩(wěn)固,不易變形;
3、每一檔可設定16個彎管角度,記憶體可儲放16組檔案;
4、俱慢速定位功能,彎管角度穩(wěn)定,重復精度達±0.1°;
5、錯誤訊息在屏幕上顯示,幫助操作者立即排除;
6、提供自行研發(fā)之座標轉(zhuǎn)換彎管加工值,軟體可選購裝在桌上型電腦編輯計算。
工藝方面
彎管機進行管材的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發(fā)生彎曲時,中性層外側(cè)管壁受拉應力σ1作用,管壁變薄;中性層內(nèi)側(cè)管壁受拉應力σ1作用,管壁變厚。而且橫截面的形狀由于受合力F1和F2的作用由圓形變?yōu)榻茩E圓形,當變形量過大時,外側(cè)管壁會產(chǎn)生裂紋,內(nèi)側(cè)管壁會出現(xiàn)起皺。
管材的變形程度,取決于相對彎曲半徑R/D和相對厚度t/D數(shù)值的大小、R/D和t/D值越小,表示變形程度越大。為保證管件成形質(zhì)量,必須控制變形程度在許可范圍內(nèi),管材彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的使用要求。管件的成形極限應包含以下幾個內(nèi)容:
(1)中性層外側(cè)拉伸變形區(qū)內(nèi)的伸長變形不超過材料塑性允許值而產(chǎn)生破裂;
(2)中性層內(nèi)側(cè)壓縮變形區(qū)內(nèi),受切向壓應力作用的薄壁結構部分不致超過失穩(wěn)而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產(chǎn)生畸變;
(4)如果管件有承受內(nèi)壓力的強度要求時,控制其壁厚減薄的成形極限。
航蕭管件
主要特點/彎管機,結構方面
彎管機圖冊
1、彎管機采用觸熒幕加數(shù)控模組,對話式操作,程式設定簡便容易;
2、床身結構穩(wěn)固,不易變形;
3、每一檔可設定16個彎管角度,記憶體可儲放16組檔案;
4、俱慢速定位功能,彎管角度穩(wěn)定,重復精度達±0.1°;
5、錯誤訊息在屏幕上顯示,幫助操作者立即排除;
6、提供自行研發(fā)之座標轉(zhuǎn)換彎管加工值,軟體可選購裝在桌上型電腦編輯計算。
工藝方面
彎管機進行管材的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發(fā)生彎曲時,中性層外側(cè)管壁受拉應力σ1作用,管壁變薄;中性層內(nèi)側(cè)管壁受拉應力σ1作用,管壁變厚。而且橫截面的形狀由于受合力F1和F2的作用由圓形變?yōu)榻茩E圓形,當變形量過大時,外側(cè)管壁會產(chǎn)生裂紋,內(nèi)側(cè)管壁會出現(xiàn)起皺。
管材的變形程度,取決于相對彎曲半徑R/D和相對厚度t/D數(shù)值的大小、R/D和t/D值越小,表示變形程度越大。為保證管件成形質(zhì)量,必須控制變形程度在許可范圍內(nèi),管材彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的使用要求。管件的成形極限應包含以下幾個內(nèi)容:
(1)中性層外側(cè)拉伸變形區(qū)內(nèi)的伸長變形不超過材料塑性允許值而產(chǎn)生破裂;
(2)中性層內(nèi)側(cè)壓縮變形區(qū)內(nèi),受切向壓應力作用的薄壁結構部分不致超過失穩(wěn)而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產(chǎn)生畸變;
(4)如果管件有承受內(nèi)壓力的強度要求時,控制其壁厚減薄的成形極限。
質(zhì)鋼軌煨彎的生產(chǎn)廠家")