

為您精心制作的內(nèi)螺紋紫銅管【修飾詞產(chǎn)品視頻已準(zhǔn)備就緒,展示產(chǎn)品的各項(xiàng)功能和特點(diǎn)。請(qǐng)您抽出片刻時(shí)間觀看,相信一定會(huì)給您帶來意想不到的驚喜。
以下是:西藏林芝內(nèi)螺紋紫銅管【修飾詞的圖文介紹

林芝
宜發(fā)銅鋁材(林芝市分公司)
林芝的圖文介紹
價(jià)格公道產(chǎn)地直銷
螺紋紫銅管【修飾詞")
宜發(fā)銅鋁材(林芝市分公司)坐落于經(jīng)濟(jì)技術(shù)開發(fā)區(qū)蔣官屯辦事處匯通大廈605室,交通便利、歡迎新老客戶光臨來訪;主營(yíng) 內(nèi)螺紋紫銅管【修飾詞。質(zhì)量保證是企業(yè)品牌建立之根本。優(yōu)化產(chǎn)品質(zhì)量是持續(xù)前進(jìn)之目標(biāo)。永遠(yuǎn)不忽視產(chǎn)品品質(zhì)鏈中的任何環(huán)節(jié)。在企業(yè)的軟硬件環(huán)境中體現(xiàn)出嚴(yán)格的質(zhì)量水準(zhǔn),培養(yǎng)工作人員的認(rèn)真、嚴(yán)謹(jǐn)、細(xì)致的工作習(xí)慣。以客戶的z u i大滿意為永恒目標(biāo)。追求卓越: 追求卓越,不斷創(chuàng)新是企業(yè)生存發(fā)展之前提。產(chǎn)品創(chuàng)新、技術(shù)創(chuàng)新、管理創(chuàng)新。堅(jiān)持追求卓越的經(jīng)營(yíng)理念,不斷開發(fā)新產(chǎn)品和服務(wù),以保持公司的競(jìng)爭(zhēng)力,滿足客戶不斷增長(zhǎng)的需要。誠(chéng)信服務(wù): 堅(jiān)持誠(chéng)實(shí)服務(wù)為立業(yè)之本。堅(jiān)持誠(chéng)實(shí)經(jīng)營(yíng),秉承客戶至上的經(jīng)營(yíng)理念,以客戶為中心提供完善快捷的售后服務(wù),滿足客戶的真正需要并和客戶建立長(zhǎng)期的、相互尊重、相互合作的關(guān)系,求真務(wù)實(shí)。

螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")
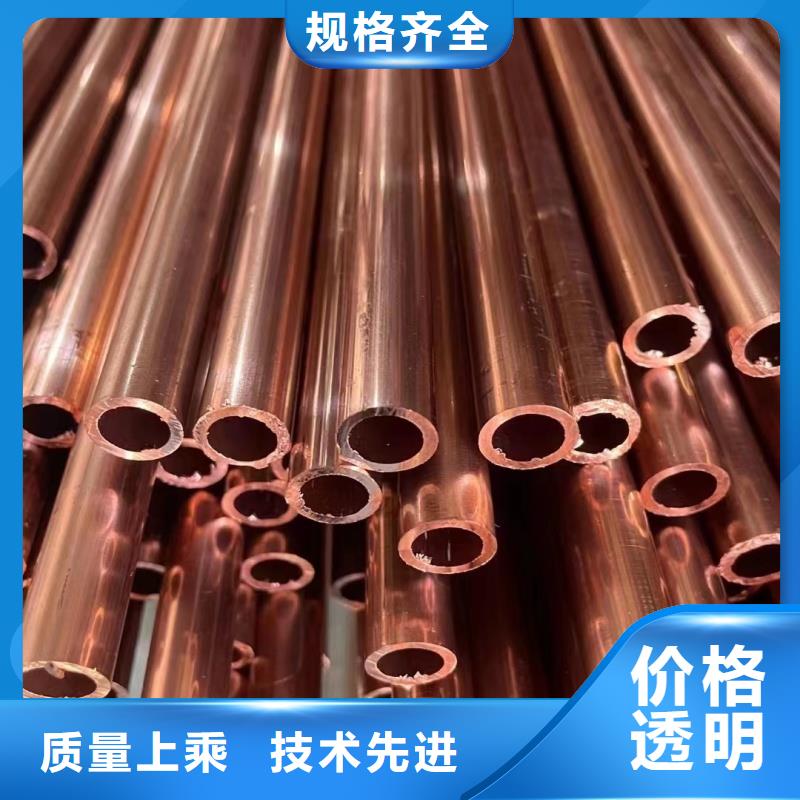
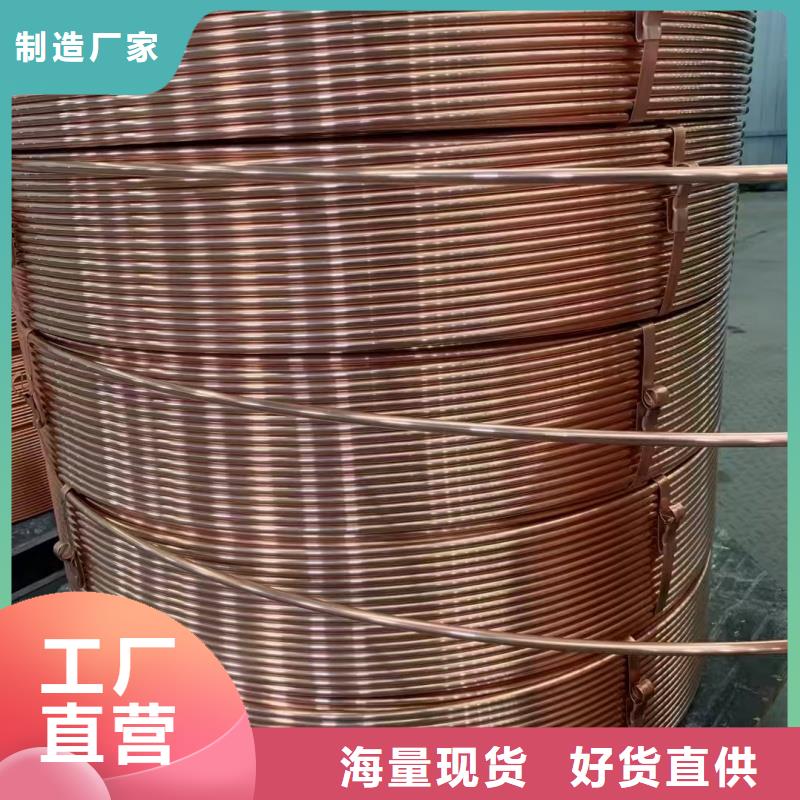
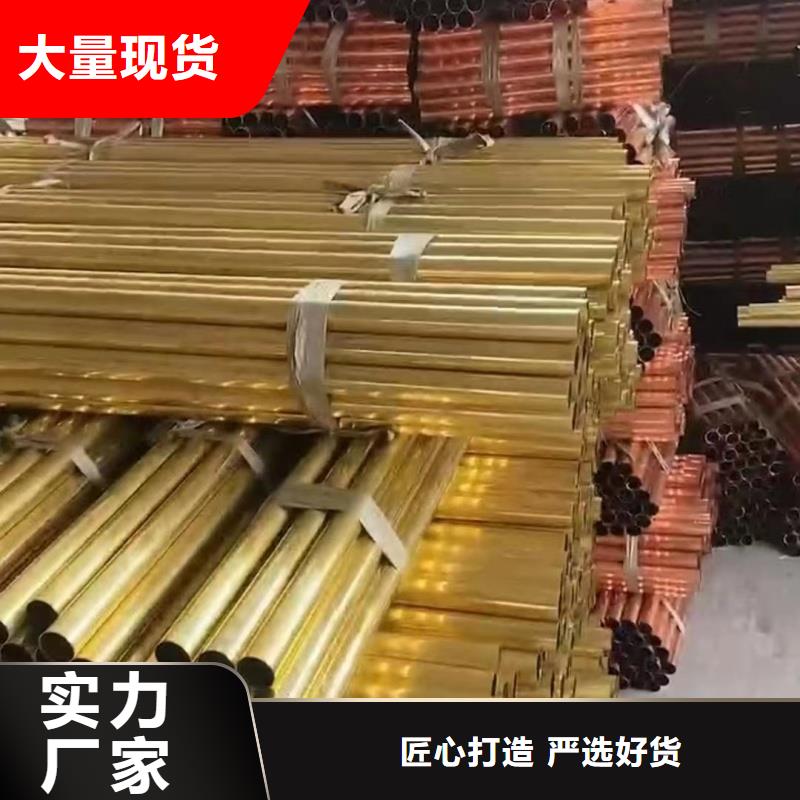
產(chǎn)品實(shí)拍圖
PRODUCT REAL SHOT DISPLAY
螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")
一、西藏林芝原料準(zhǔn)備銅料選擇主料:純度≥99.9% 的電解銅(如陰極銅),雜質(zhì)(鉛、西藏林芝本地鋅、西藏林芝本地硫等)含量需嚴(yán)格控制(總雜質(zhì)≤0.1%),確保導(dǎo)電、西藏林芝當(dāng)?shù)貙?dǎo)熱性能及加工性。輔料:根據(jù)工藝需求添加微量脫氧劑(如磷),降低銅液含氧量,避免加工時(shí)產(chǎn)生裂紋(如 “氫脆” 現(xiàn)象)。熔煉與鑄造熔煉:將電解銅投入反射爐或感應(yīng)電爐中,在 1100-1200℃高溫下熔化成銅液,同時(shí)通入氮?dú)饣蚰咎扛采w,防止氧化。鑄造:鑄錠法:將銅液澆入金屬模具,冷卻成圓形或方形鑄錠(直徑通常為 80-300 mm,長(zhǎng)度 1-3 米),用于擠壓法生產(chǎn)厚壁管。連鑄法:通過連鑄機(jī)直接拉鑄出空心管坯(如制冷用銅管的坯料),效率更高,尺寸精度更好。二、西藏林芝同城管坯成型根據(jù)管材規(guī)格與性能需求,選擇不同的成型工藝,主要分為擠壓法和拉伸法兩類。1. 擠壓法(適用于厚壁管或大口徑管)流程:坯料加熱:將鑄錠加熱至 700-900℃,使其軟化便于擠壓。擠壓成型:通過擠壓機(jī)將加熱后的坯料從模具孔中擠出,形成空心管坯。模具決定管材外徑與壁厚,擠壓速度通常為 5-20 mm/s。擠壓后管材需進(jìn)行退火處理(加熱至 500-650℃,空冷或水冷),加工硬化,恢復(fù)塑性。特點(diǎn):適合生產(chǎn)壁厚≥2 mm、西藏林芝附近外徑≥50 mm 的管材,如工業(yè)用高壓管、西藏林芝建筑給水管。表面粗糙度較低,尺寸公差較大(±1%),需后續(xù)精加工。2. 拉伸法(適用于薄壁管或精密管)拉伸法是紫銅管生產(chǎn)的核心工藝,通過多道拉伸工序?qū)崿F(xiàn)管材的減徑、西藏林芝附近減壁和精細(xì)化,分為空拉(無(wú)芯頭)和襯拉(帶芯頭)兩種方式。典型流程:坯料準(zhǔn)備:原料可為擠壓管坯或連鑄管坯,需先進(jìn)行剝皮(車削或酸洗)去除表面氧化皮,避免雜質(zhì)嵌入管材。端部加工:將管坯前端加工成錐形,便于穿過拉伸模具。道拉伸(粗拉):模具孔徑比坯料外徑大 5-10 mm,采用空拉或短芯頭襯拉,將管坯直徑縮小至目標(biāo)范圍(如從 100 mm 拉至 50 mm)。拉伸速度:5-15 m/min,需涂抹潤(rùn)滑劑(如動(dòng)物油、西藏林芝當(dāng)?shù)厥p少摩擦。中間退火:拉伸過程中銅材產(chǎn)生加工硬化,需在 200-400℃下退火 1-2 小時(shí),恢復(fù)塑性以便后續(xù)拉伸。多道次精拉:采用長(zhǎng)芯頭襯拉或游動(dòng)芯頭拉拔,通過更換不同孔徑的模具,逐步減徑減壁(如從 50 mm 拉至 10 mm,壁厚從 3 mm 減至 0.8 mm)。精密管(如空調(diào)毛細(xì)管)需經(jīng)10 道以上拉伸工序,尺寸公差控制在 ±0.05 mm 以內(nèi)。定徑與矯直:一道拉伸使用定徑模具,確保管材外徑精度;通過矯直機(jī)彎曲(直線度≤1 mm/m)。特點(diǎn):適合生產(chǎn)薄壁管(壁厚≤2 mm)、西藏林芝本地小口徑管(外徑≤30 mm),如制冷用銅管、西藏林芝當(dāng)?shù)仉娮由峁堋1砻婀鉂嵍雀撸≧a≤1.6 μm),尺寸精度高,可直接用于精密系統(tǒng)。三、西藏林芝附近后續(xù)加工與處理清洗與表面處理酸洗:用稀硫酸或硝酸溶液去除管材表面的潤(rùn)滑劑殘留、西藏林芝附近氧化物,露出光亮銅表面。鈍化:浸入鉻酸鹽溶液(或無(wú)鉻鈍化劑)形成保護(hù)膜,防止儲(chǔ)存運(yùn)輸中氧化。涂層:根據(jù)需求噴涂防銹漆、西藏林芝PVC 涂層(用于建筑管道)或鍍鎳(增強(qiáng)耐海水腐蝕性)。性能檢測(cè)尺寸測(cè)量:外徑、西藏林芝同城壁厚、西藏林芝同城長(zhǎng)度采用游標(biāo)卡尺、西藏林芝本地超聲波測(cè)厚儀檢測(cè)。力學(xué)性能:拉伸試驗(yàn)(抗拉強(qiáng)度≥205 MPa,伸長(zhǎng)率≥30%)、西藏林芝同城壓扁試驗(yàn)(壓扁至內(nèi)壁貼合無(wú)裂紋)。密封性:水壓試驗(yàn)(壓力為工作壓力的 1.5 倍,保壓 30 分鐘無(wú)泄漏)或氣壓泄漏檢測(cè)(如制冷管的氦氣檢漏)。導(dǎo)電率測(cè)試:使用渦流導(dǎo)電儀,確保導(dǎo)電率≥ IACS(國(guó)際退火銅標(biāo)準(zhǔn))。切割與包裝按訂單長(zhǎng)度切割(定尺精度 ±5 mm),常用砂輪切割或鋸切,切口需去毛刺。包裝:小規(guī)格管材纏繞成卷,外包防潮紙和塑料膜;大規(guī)格管材直管捆扎,標(biāo)識(shí)規(guī)格、西藏林芝當(dāng)?shù)嘏?hào)、西藏林芝執(zhí)行標(biāo)準(zhǔn)(如 GB/T 1527、西藏林芝本地ASTM B88)。四、西藏林芝同城關(guān)鍵工藝要點(diǎn)溫度控制退火溫度直接影響管材硬度:低溫退火(200-300℃)保留一定強(qiáng)度,用于結(jié)構(gòu)件;高溫退火(500-600℃)獲得軟態(tài)管材,便于彎曲成型。模具精度拉伸模具采用硬質(zhì)合金(如 YG8)或金剛石涂層,表面粗糙度 Ra≤0.2 μm,確保管材內(nèi)壁光滑,減少冷媒流動(dòng)阻力(如空調(diào)管內(nèi)壁要求)。環(huán)保要求酸洗廢水需經(jīng)中和、西藏林芝本地沉淀處理,去除銅離子(排放標(biāo)準(zhǔn)≤0.5 mg/L);廢潤(rùn)滑劑分類回收,避免污染土壤和水源。五、西藏林芝附近常見工藝對(duì)比工藝 適用管材類型 生產(chǎn)效率 尺寸精度 表面質(zhì)量 典型產(chǎn)品擠壓法 厚壁、西藏林芝同城大口徑管 中 低 一般 工業(yè)輸水管、西藏林芝本地消防管道拉伸法 - 空拉 薄壁管、西藏林芝毛細(xì)管 低 高 優(yōu) 空調(diào)連接管、西藏林芝散熱管拉伸法 - 襯拉 高精度、西藏林芝同城復(fù)雜形狀管 高 極高 極優(yōu) 醫(yī)療器械用管、西藏林芝本地電子元件紫銅管的生產(chǎn)工藝以高精度拉伸和退火處理為核心,通過嚴(yán)格控制雜質(zhì)、西藏林芝加工溫度和模具精度,確保管材在導(dǎo)電、西藏林芝本地導(dǎo)熱、西藏林芝附近耐腐蝕等關(guān)鍵性能上達(dá)到行業(yè)高標(biāo)準(zhǔn),尤其在制冷、西藏林芝附近電子等精密領(lǐng)域發(fā)揮不可替代的作用。
螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")
螺紋紫銅管【修飾詞")

點(diǎn)擊查看宜發(fā)銅鋁材(林芝市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】