



我們精心制作的精密無縫管-45Mn2無縫鋼管精心選材產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
以下是:精密無縫管-45Mn2無縫鋼管精心選材的圖文介紹

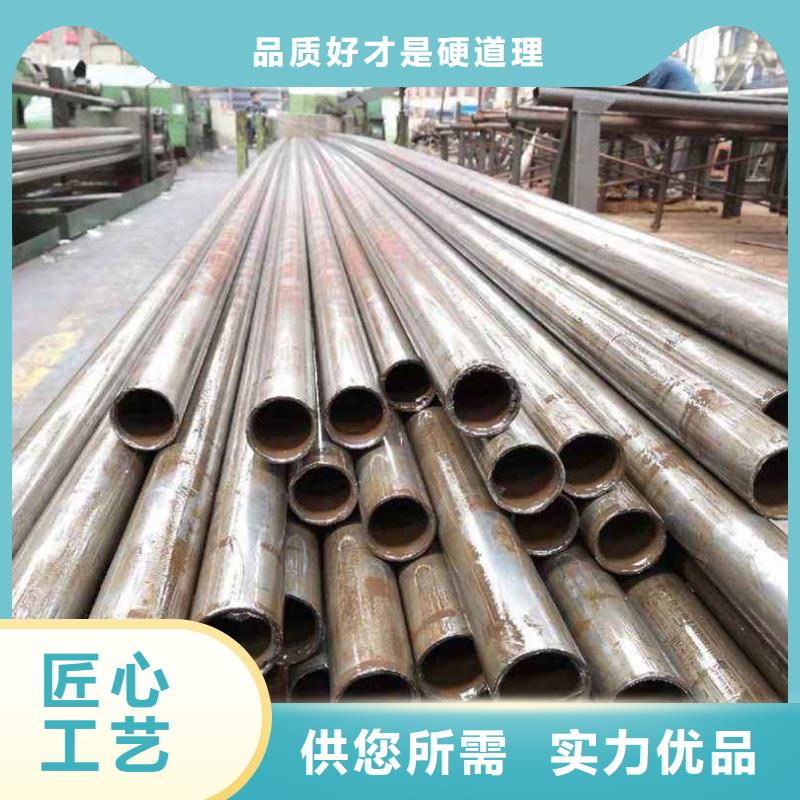
精軋管的優質性主要是表現在哪些方面。精度高:外徑公差:±0.03mm;內徑公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直線度:≤0.08mm/m。規格齊圓管、方矩管、異型管等均可依照客戶產品要求承制;承制范圍:外徑:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用精軋管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
精軋管是具有很多的公差和尺寸的,只有精軋管在進行制作的過程中才會達到一個公差的一個規范操作,由于精軋管在進行制作的過程中是要進行公差的選擇的,這樣的話精軋管在進行設計中才會有更好地效果。精軋管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意精軋管公差的各種的條件和市場的綜合的需求,這樣的話精軋管在加工的時候就會保證比較好的效果。電位差計用的精軋管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的精軋管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用精軋管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
精軋管是具有很多的公差和尺寸的,只有精軋管在進行制作的過程中才會達到一個公差的一個規范操作,由于精軋管在進行制作的過程中是要進行公差的選擇的,這樣的話精軋管在進行設計中才會有更好地效果。精軋管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意精軋管公差的各種的條件和市場的綜合的需求,這樣的話精軋管在加工的時候就會保證比較好的效果。電位差計用的精軋管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的精軋管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。


①接受您的咨詢,根據您的需求,確定合適的 熱軋無縫鋼管;
②為您提供 熱軋無縫鋼管設計、工藝流程設計;
③適合您的 熱軋無縫鋼管選購方案;
④根據您的特殊需求,設計 熱軋無縫鋼管產品;




穿孔機和軋管機鋼管旋轉方向的研究:絕大多數機組的布置中,穿孔機和軋管機都采用與軋制荒管同向旋轉的工藝設計,鋼管管體和內外表面質量良好。但在20#精軋管機組出現過一種情況:精軋管機軋制荒管的旋轉方向與穿孔鋼管旋轉方向相反的工藝和布置,其軋制鋼管質量良好,對此現象,還需進一步研究分析。錐形輥穿孔機的選型:錐形輥穿孔機的軋輥有立式布置和臥式布置之分,使用中兩種方式都存在。但是,立式布置,下軋輥軸承等部件工作條件較臥式布置惡劣,水、氧化鐵皮侵蝕性大;下軋輥的磨損較上軋輥大,立式設備基礎較臥式布置深,匹配的行車位置高,但臥式布置更容易更換導盤、導板。對于研發人員,機型的設計是今后研究的一個要點。
精密無縫鋼管一般常用布氏、洛氏、維氏三種硬度指標來衡量其硬度。在精密無縫鋼管標準中,布氏硬度用途廣,往往以壓痕直徑來表示該材料的硬度,既直觀,又方便。但是對于較硬的或較薄的鋼材的鋼管不適用。精密無縫鋼管洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。洛氏硬度試驗是目前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。精密無縫鋼管維氏硬度試驗也是一種壓痕試驗方法,可用于測定很薄的金屬材料和表面層硬度。它具有布氏、洛氏法的主要優點,而克服了它們的基本缺點,但不如洛氏法簡便,維氏法在鋼管標準中很少用。
精密無縫鋼管一般常用布氏、洛氏、維氏三種硬度指標來衡量其硬度。在精密無縫鋼管標準中,布氏硬度用途廣,往往以壓痕直徑來表示該材料的硬度,既直觀,又方便。但是對于較硬的或較薄的鋼材的鋼管不適用。精密無縫鋼管洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。洛氏硬度試驗是目前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。精密無縫鋼管維氏硬度試驗也是一種壓痕試驗方法,可用于測定很薄的金屬材料和表面層硬度。它具有布氏、洛氏法的主要優點,而克服了它們的基本缺點,但不如洛氏法簡便,維氏法在鋼管標準中很少用。


這樣的一種情況,一直持續到了,精密無縫鋼管的出現,才被徹底的解決。甚至可以說,精密無縫鋼管促進了,運輸行業的發展。因為精密無縫鋼管,自身的使用性能,就是十分的。而且精密無縫鋼管,對于管道的抗氧化性能,也是十分的重視。在制作精密無縫鋼管的過程中,就加入了一些抗氧化的處理。這使得精密無縫鋼管,即使長時間與水接觸,也不會輕易的生銹。這然運輸行業,再也不用為了,延長管道的使用壽命,而花費大量的財力與物理,對管道進行維護了。而使用壽命的增加,也減少了運輸行業,前期投入的成本。
精密小口徑光亮管冷卻注意事項:小口徑精軋管的過冷奧氏體非常穩定,具有很髙的淬透性,即使空冷也能得到馬氏體組織,但空冷則會造成刀具外表的氧化,并有可能析出共析碳化物,因此盡可能的不采用空冷。 對于較大和復雜的不銹鋼管,為減少變形和開裂,淬火時可進行預冷處理,但應控制時間,一般根據不銹鋼管的形狀等控制在幾秒到幾十秒,前提是不能析出二次碳化物而降低刀具的硬度和紅硬性等,冷拔無縫鋼管另外不允許發生腐蝕麻點等。 分級淬火溫度應不超過650°C,以防止大棚鋼管發生珠光體的小口徑吹氧管廠轉變和析出碳化物。小口徑精密光亮管廠 考慮到下貝氏體的轉變溫度為320~250°C,其轉變快的溫度在260~30CTC,因此生產中采260~280°C等溫2~4h由于等溫淬火后的剩余精軋管奧氏體溫度較多而且穩定,故應進行四次回火。
精密小口徑光亮管冷卻注意事項:小口徑精軋管的過冷奧氏體非常穩定,具有很髙的淬透性,即使空冷也能得到馬氏體組織,但空冷則會造成刀具外表的氧化,并有可能析出共析碳化物,因此盡可能的不采用空冷。 對于較大和復雜的不銹鋼管,為減少變形和開裂,淬火時可進行預冷處理,但應控制時間,一般根據不銹鋼管的形狀等控制在幾秒到幾十秒,前提是不能析出二次碳化物而降低刀具的硬度和紅硬性等,冷拔無縫鋼管另外不允許發生腐蝕麻點等。 分級淬火溫度應不超過650°C,以防止大棚鋼管發生珠光體的小口徑吹氧管廠轉變和析出碳化物。小口徑精密光亮管廠 考慮到下貝氏體的轉變溫度為320~250°C,其轉變快的溫度在260~30CTC,因此生產中采260~280°C等溫2~4h由于等溫淬火后的剩余精軋管奧氏體溫度較多而且穩定,故應進行四次回火。



