


更新時間:2025-07-10 08:35:48 ip歸屬地:林芝,天氣:陰轉小雨,溫度:10-27 瀏覽次數:1 公司名稱:聊城 中魯金屬制品(林芝市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運費說明 | 可物流 |
| 小起訂 | 1kg |
| 質量等級 | 受理質量異議 |
| 是否廠家 | 是 |
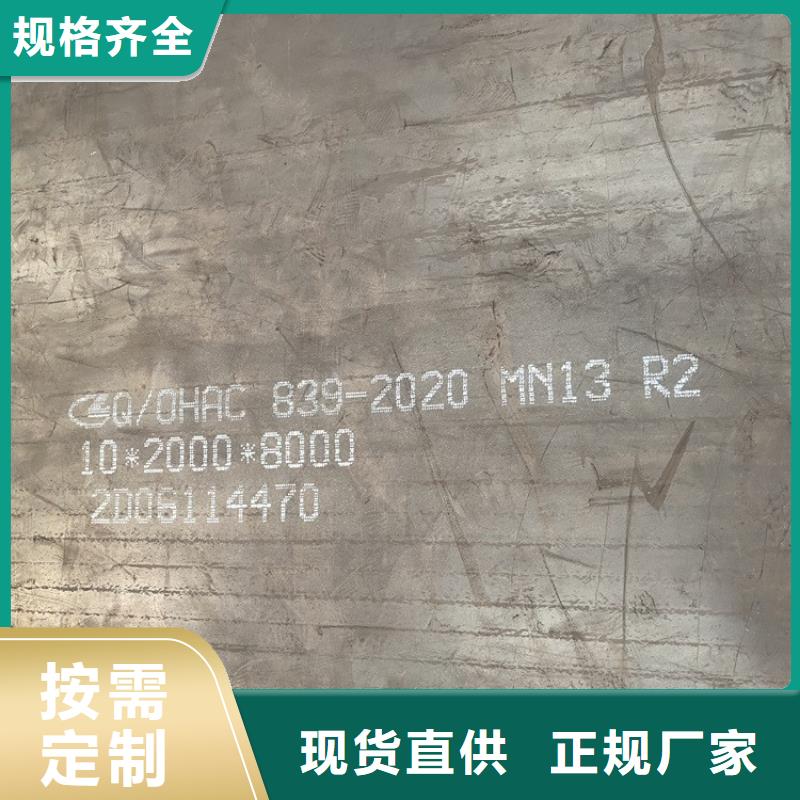
| 產品材質 | NM400-NM450-NM500-MN13 |
| 產品品牌 | 漣鋼-中普-新余 |
| 產品規格 | 厚度3-100MM齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產品型號 | 耐磨鋼板 |
| 可售賣地 | 全國 |
| 范圍 | 85mm毫米厚耐磨nm400鋼板電話供應范圍覆蓋西藏、拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 米林縣、墨脫縣、波密縣、察隅縣、朗縣等區域。 |


85mm毫米厚耐磨nm400鋼板經銷商電話
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、

 耐磨鋼板的結構特性及應用,耐磨板按硬度從HB400到600分為Hardox400、Hardox450、Hardox500、Hardox550、Hardox600等不同的類型。在一般耐磨板的基礎上,通過元素配比調制,加工出了高耐性的TUF系列耐磨板,能接受重擊而不會變形,別的一個優勢接受塑性變形時可防止發生裂紋,所以堅固且堅韌的耐磨板能夠接受惡劣環境。 由于其比較堅韌,因此耐磨板能夠日復一日接受沖擊、轟動、磕碰、劃痕和戳刺。憑其良好的加工功能,能夠對它進行折彎、成型和焊接,它會阻撓裂紋的發生及擴展,也是能夠作為結構鋼運用的原因。耐磨板集高強度、硬度和牢靠的耐性于一體。結合了Hardox450和Hardox500的理想功能。這使其成為在市場上一款真實無與倫比的耐磨板。500Tuf即便在冰點溫度下也具有高沖擊耐性。一切厚度都具有在-20°C時27J的擔保沖擊能量值(在-4°F時為20ft-lb)。 厚度20mm的耐磨板,其典型值在-40°C時為45J(在-40°F時為33ft-lb),所以500TUF十分合適使用于鏟斗,垃圾車車廂,自卸車等。500Tuf制作的自卸車車體的典型使用包含在采石和采礦中裝卸重而尖利的巖石,處理大型和重型廢鋼,以及在撤除修建時將鋼筋混凝土塊裝載或傾倒至自卸車中。其壽數比hardox400增加了一倍多。耐磨鋼板NM400-NM450-NM500-MN13,
耐磨鋼板的結構特性及應用,耐磨板按硬度從HB400到600分為Hardox400、Hardox450、Hardox500、Hardox550、Hardox600等不同的類型。在一般耐磨板的基礎上,通過元素配比調制,加工出了高耐性的TUF系列耐磨板,能接受重擊而不會變形,別的一個優勢接受塑性變形時可防止發生裂紋,所以堅固且堅韌的耐磨板能夠接受惡劣環境。 由于其比較堅韌,因此耐磨板能夠日復一日接受沖擊、轟動、磕碰、劃痕和戳刺。憑其良好的加工功能,能夠對它進行折彎、成型和焊接,它會阻撓裂紋的發生及擴展,也是能夠作為結構鋼運用的原因。耐磨板集高強度、硬度和牢靠的耐性于一體。結合了Hardox450和Hardox500的理想功能。這使其成為在市場上一款真實無與倫比的耐磨板。500Tuf即便在冰點溫度下也具有高沖擊耐性。一切厚度都具有在-20°C時27J的擔保沖擊能量值(在-4°F時為20ft-lb)。 厚度20mm的耐磨板,其典型值在-40°C時為45J(在-40°F時為33ft-lb),所以500TUF十分合適使用于鏟斗,垃圾車車廂,自卸車等。500Tuf制作的自卸車車體的典型使用包含在采石和采礦中裝卸重而尖利的巖石,處理大型和重型廢鋼,以及在撤除修建時將鋼筋混凝土塊裝載或傾倒至自卸車中。其壽數比hardox400增加了一倍多。耐磨鋼板NM400-NM450-NM500-MN13,

 耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的折彎;耐磨鋼板的應用很廣泛,特別是在廠房建設中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因為產品的彈性比較差。對此,我們當然也有相應的辦法予以解決。 為了對耐磨鋼板進行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進行折疊,但需要耗費很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機進行彎管,而且事先要與機器配以相應的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質才能有保障,使用效果才會更好。 為了實現耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產品后,要進行表面的涂層處理,為了可以增強涂層的附著力,產品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領域都有應用,對于不同應用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設備如平整機工作輥上存在的粗糙度會表現在表面上。實踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現的是非線性的正相關關系。
耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的折彎;耐磨鋼板的應用很廣泛,特別是在廠房建設中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因為產品的彈性比較差。對此,我們當然也有相應的辦法予以解決。 為了對耐磨鋼板進行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進行折疊,但需要耗費很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機進行彎管,而且事先要與機器配以相應的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質才能有保障,使用效果才會更好。 為了實現耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產品后,要進行表面的涂層處理,為了可以增強涂層的附著力,產品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領域都有應用,對于不同應用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設備如平整機工作輥上存在的粗糙度會表現在表面上。實踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現的是非線性的正相關關系。

 耐磨鋼板NM400-NM450-NM500-MN13,nm400耐磨板焊接方法;nm400耐磨板適用于埋弧焊、手工電弧焊和氣體保護焊等多種焊接方法。 低強度水準的焊接材料,不易產生低溫裂紋,因此盡量選用低強度的軟性焊材。如果焊接點需要承受磨損,也只在 的焊道使用可產生與母管相匹配硬度的硬性耐磨焊材。 1、盡量減低焊接中氫的輸入,減少開裂可能:焊前去除nm400耐磨板焊接部位的油漆、銹跡、油、焊渣等污跡,保持良好的狀態。這些污跡會引起nm400耐磨板表面的焊接缺陷和低溫裂紋;對焊接材料使用低氫系、超低氫系的焊接材料;必要時,按要求對nm400耐磨板進行預熱或焊后保溫,預熱包括焊前加熱焊縫及多道焊接過程中保持適當的層間溫度。 2、盡量降低焊后殘余應力,減少開裂可能:由于焊縫未填滿時殘余應力極高,由此焊接須連續完成,多道焊時避免層間溫度以下的冷卻;精心設計焊接結構——避免焊接斷面過渡過于劇烈,焊縫過于集中,確保焊接件結構配合合理,焊縫無缺口;保證每個焊接件盡可能長時間地自由收縮。
耐磨鋼板NM400-NM450-NM500-MN13,nm400耐磨板焊接方法;nm400耐磨板適用于埋弧焊、手工電弧焊和氣體保護焊等多種焊接方法。 低強度水準的焊接材料,不易產生低溫裂紋,因此盡量選用低強度的軟性焊材。如果焊接點需要承受磨損,也只在 的焊道使用可產生與母管相匹配硬度的硬性耐磨焊材。 1、盡量減低焊接中氫的輸入,減少開裂可能:焊前去除nm400耐磨板焊接部位的油漆、銹跡、油、焊渣等污跡,保持良好的狀態。這些污跡會引起nm400耐磨板表面的焊接缺陷和低溫裂紋;對焊接材料使用低氫系、超低氫系的焊接材料;必要時,按要求對nm400耐磨板進行預熱或焊后保溫,預熱包括焊前加熱焊縫及多道焊接過程中保持適當的層間溫度。 2、盡量降低焊后殘余應力,減少開裂可能:由于焊縫未填滿時殘余應力極高,由此焊接須連續完成,多道焊時避免層間溫度以下的冷卻;精心設計焊接結構——避免焊接斷面過渡過于劇烈,焊縫過于集中,確保焊接件結構配合合理,焊縫無缺口;保證每個焊接件盡可能長時間地自由收縮。
