

價")
價")
價")
球墨鑄鐵管設(shè)備步驟: 1、應(yīng)按下管的技能懇求將管子下到槽底,通常采用人工下管法或機械下管法; 2、把管口內(nèi)的一切雜物予以清.除,并擦洗潔凈,由于任何附著物都有可能構(gòu)成接口漏水; 3、清算膠圈、上膠圈:將膠圈上的粘著物清擦潔凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內(nèi),并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個局部不翹不扭,平均不合地卡在槽內(nèi); 4、將潤滑劑平均地涂刷在承口設(shè)備好的膠圈內(nèi)外表、在插口表面面涂刷潤滑劑時要將插口線以外的插口部位悉數(shù)刷勻,坡口尤為重要; 5、可采用雙倒鏈平行用力的辦法使管件平行設(shè)備,膠圈不致被擠,可設(shè)備到位;也可采用加長管件的方法,用單根鋼絲停止設(shè)備; 6、將準備好的機具設(shè)備設(shè)備到位,設(shè)備時留意不要將已清算的管子部位再次污染; 7、將插口放入承口內(nèi)且插口壓到承口的膠圈上,接好鋼絲繩和倒鏈,拉緊倒鏈;與此同時,讓人在管道承口端用力左右搖擺管子,直到插口刺進承口悉數(shù)到位(以插口線為標志, 道插口線進入承口內(nèi),第二道插口線幾近到底),承口與插口之間應(yīng)留2mm左右的空隙。并確保承口周圍外沿至膠圈的距離不合; 8、檢查承口插口的位臵能否契合懇求。
球墨鑄鐵管配件
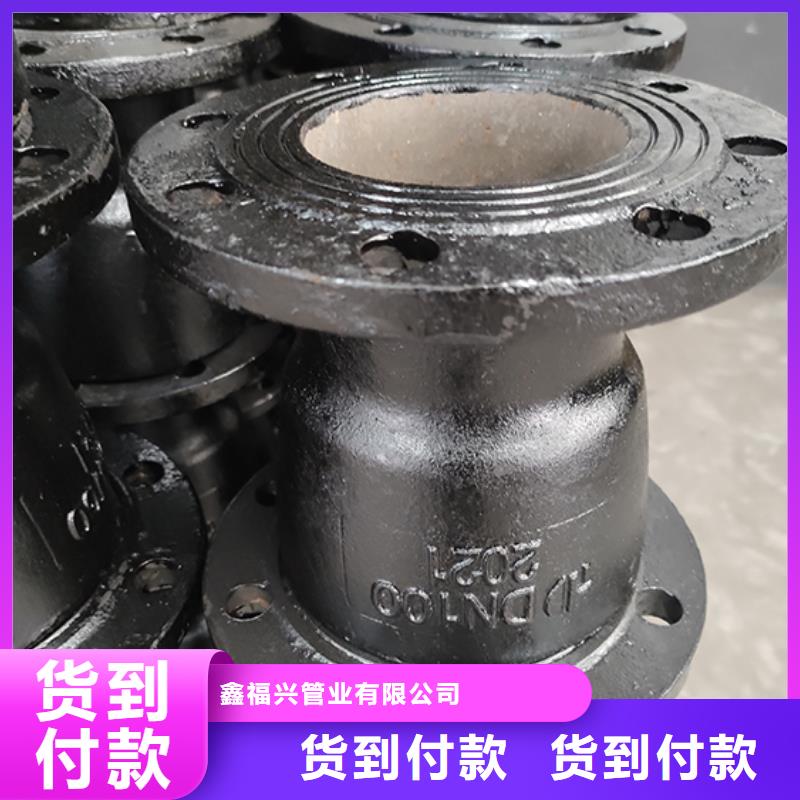
球墨鑄鐵管、球墨鑄鐵管配件主要應(yīng)用與市政天然氣、水運輸?shù)龋休^高的性價比。與PE管相比,安裝時球墨鑄鐵管更為簡便,承壓力好,并且密封性及腐蝕性也比PE管有顯著,下面給大家介紹下球墨鑄鐵管的連接方式。1、法蘭連接法蘭連接原理是球墨鑄鐵管和鋼管均轉(zhuǎn)換為法蘭盤接口,從而實現(xiàn)標準對接。球墨鑄鐵管有兩種標準管件,分別為盤承短管與盤插短管,如盤承短管管件的承口或插口可以與正常管道相連,從而使得管線轉(zhuǎn)換為法蘭盤接口,只需與對應(yīng)的鋼制法蘭進行連接即可。此種方法特點是,連接方式比較通用,法蘭的制作為標準件,確保連接的穩(wěn)定性。需要注意的是雙方的法蘭不僅需要公稱值一致,PN值也應(yīng)一致才能連接。法蘭連接的劣勢是,如果直接埋地,螺栓腐蝕風(fēng)險較大,將來可能出現(xiàn)接口漏水等問題,有的設(shè)計規(guī)范也要求螺栓不能直接埋地。法蘭連接因為采用螺栓緊固確保密封效果,人工操作的影響較大。2、承插連接承插連接的方法是,對于球墨鑄鐵管確保連接位置為承口(如果不是則用雙承套管,使得插口端轉(zhuǎn)換為承口端),鋼管端在其承口外徑焊接層額外的鋼板,使得鋼管的外徑確保與球墨鑄鐵管外徑相同。然后插入球墨鑄鐵管的承口進行安裝承插在接的優(yōu)勢足不存在螺栓埋地的腐蝕風(fēng)險。但足對于大口徑管道,鋼管的壁厚較薄,同時鋼管是從井室中伸出的情況下,可能出現(xiàn)由于井室沉降,導(dǎo)致鋼管經(jīng)向變形過大,從而有接口漏水的風(fēng)險。大家都知道球墨鑄鐵管是一種實用性很強的管道,是輸水管中常用的管道設(shè)備。雖然它的功能非常強大,但是有時候球墨鑄鐵管也會出現(xiàn)縮孔縮松得現(xiàn)象,下面***為大家介紹球墨鑄鐵管出現(xiàn)縮孔縮松的原因。價")
球墨鑄鐵管配件的應(yīng)用球墨鑄鐵管是替代輸油、輸氣、輸水管道傳統(tǒng)產(chǎn)品的高新技術(shù)產(chǎn)品。球墨鑄鐵管以其強度高、韌性好、抗腐蝕能力強、安裝施工方便等優(yōu)點己被廣泛地應(yīng)用。我國城市供水管網(wǎng)中鑄鐵管占80%以上近幾年逐漸淘汰了灰口鑄鐵管大量使用球墨鑄鐵管。根據(jù)有關(guān)資料分析目前我國需用鑄鐵管150萬-200萬噸/年其中離心球墨鑄鐵管市場需求達到120萬-150萬噸并且顯現(xiàn)出較高的需求增長勢頭。球墨鑄鐵管在國外已有幾十年的應(yīng)用歷史了國內(nèi)雖然起步較晚并且缺乏相應(yīng)的規(guī)范標準和生產(chǎn)規(guī)模但近年來開發(fā)應(yīng)用的速度較快。 2.球墨鑄鐵的發(fā)展 球墨鑄鐵以其優(yōu)良的性能在使用中有時可以代替昂貴的鑄鋼和鍛鋼在機械制造工業(yè)中得到廣泛應(yīng)用。鑄鐵管是供水管網(wǎng)中使用量***多的一種管材。目前世界上每年鑄鐵管的產(chǎn)量約700萬噸并每年以3%的速度遞增。國際冶金史專家于1987年對此進行驗證后認為:古代中國已經(jīng)摸索到了用鑄鐵柔化術(shù)制造球墨鑄鐵的規(guī)律這對世界冶金史作重新分期劃代具有重要意義。 球墨鑄鐵作為新型工程材料的發(fā)展速度是令人驚異的。1949年世界球墨鑄鐵產(chǎn)量只有5萬噸1960年為53.5萬噸1970年增長到500萬噸1980年為760萬噸1990年達到915萬噸。2000年達到1500萬噸。球墨鑄鐵的生產(chǎn)發(fā)展速度在工業(yè)發(fā)達***特別快。世界球墨鑄鐵產(chǎn)量的75%是由美國、日本、德國、意大利、英國、法國六國生產(chǎn)的。我國球墨鑄鐵生產(chǎn)起步很早1950年***研制成功并投入生產(chǎn)至今我國球墨鑄鐵年產(chǎn)量達230萬噸位于美國、日本之后居世界第三位。適合我國國情的稀土鎂球化劑的研制成功鑄態(tài)球墨鑄鐵以及奧氏體貝氏體球墨鑄鐵等各個領(lǐng)域的生產(chǎn)技術(shù)和研究工作均達到了很高的技術(shù)水平。價")
球墨鑄鐵管配件噴鋅工藝簡介:主要為壓鑄件,用于汽車、輕工等行業(yè),約占15%。許多鋅合金的加工性能都比較優(yōu)良,道次加工率可達60%-80%。中壓性能優(yōu)越,可進行深拉延,并具有自潤滑性,延長了模具壽命,可用釬焊或電阻焊或電弧焊(需在氦氣中)進行焊接,表面可進行電鍍、涂漆處理,切削加工性能良好。在一定條件下具有優(yōu)越的超塑性能。
離心澆幬球墨管件簡介:離心球墨鑄鐵管采用代拉伏法水冷金屬型離心機.Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。
澆注時需在流植進口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內(nèi)表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機是一個由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調(diào)速電機通過齒輪直接傳動鑄型,殼休兩端鑄型通過處都裝有密封圈,殼體前端安裝著一個山氣缸翻動的半環(huán)形聲全rae 離心機的殼體下面裝有輪子,以便在傾斜軌道上作往復(fù)運動,離心機的往復(fù)移動采用液壓裝置,壓力為9.65 x 105Pa.
其移動速度通過溢流閥調(diào)節(jié),離心機的電纜和冷卻水進出軟管一般固定在機器旁邊的柱子上,另一端接在殼體上,隨機一起移動。離心機的生產(chǎn)規(guī)格一般是固定的,如果要在一臺離心機上生產(chǎn)幾種規(guī)格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。價")
