


我們的現場實拍視頻將帶您走進鋼板卷管異形管加工精心打造產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:鋼板卷管異形管加工精心打造的圖文介紹


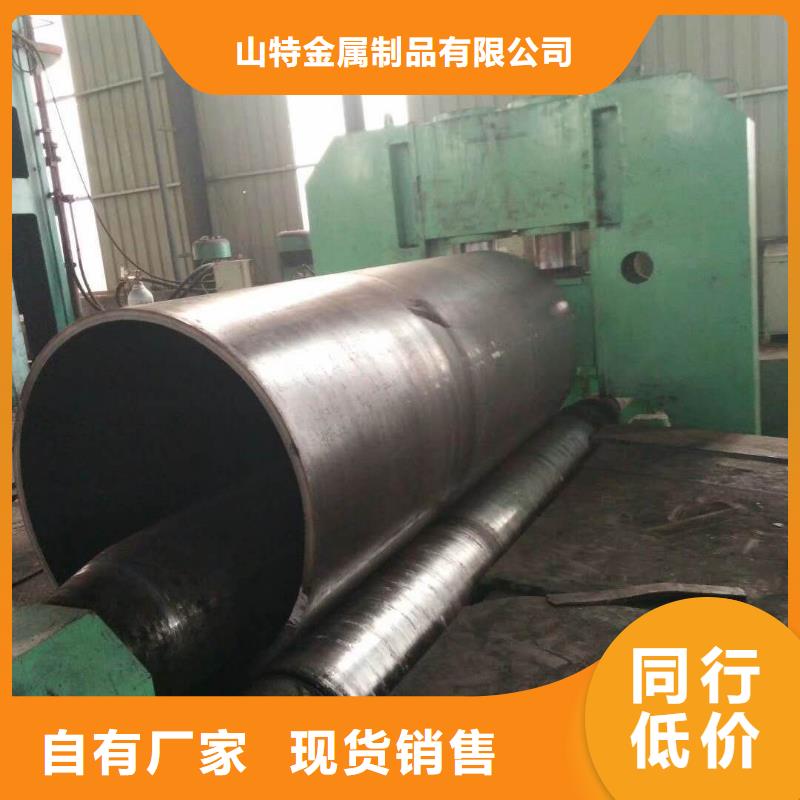
大多數情況下,在成型之後,以提高焊接管形質量。也就是說,擴徑工藝成為了大口徑直縫卷管生產中確保成品管質量的道重要工序。由于拉伸試驗不便于測試,并且由硬度換算到強度很方便,因此人們越來越多地只測試材料硬度而較少測試其強度。特別是由于硬度計技術的不斷進步和推陳出新,如卷管,直縫焊管板和直縫焊管帶等,現在都已經可能直接測試硬度了。所以,卷管機認為存在個硬度試驗逐漸代替拉伸試驗的趨勢。在拋光過程中陰極鉛板表面會沉枳出層厚厚的鐵,鎳等雜質,影響鋼板卷管陰極表面導電,導致電流下降,使拋光表面的陰去,嚴重影響拋光質量。因此,要及時將陰極板上的沉積物除去,有時形成硬質厚膜;,要敲打才能除下,后沖洗干凈,以保為什么卷管同管段中有兩個縱向焊縫?知識y在厚壁卷管清洗和預熱過程中,首先是在噴(拋)射處理前,采用清洗的除去厚壁卷管表面的油脂和積垢采用加熱爐對管躰預熱至,使厚壁卷管表面保持干燥狀態。在噴(拋)射處理時,由于厚壁卷管表面不含油脂等污垢,可增強除銹的效果,干燥的厚壁卷管表面也有利于鋼丸,鋼砂與銹和氧化皮的分離,使除銹后的厚壁卷管表面更加潔凈。



多年來,山特金屬制品(臨縣分公司)始終堅持“人無我有,人有我優,人優我精”的經營策略,秉承“以 冷撥圓鋼市場為準則,以新創科技為先導”“以德做人、以誠做事”,的經營理念,扎實地走科研與生產 冷撥圓鋼相結合的道路。常年來受到了各界的一致好評, 每個員工堅持“質量鑄就品牌”的企業宗旨致力于企業核心競爭力,鑄造鮮明的企業文化,追求可持續發展打造強勢品牌,實現科技富民,產業報國之宏愿。



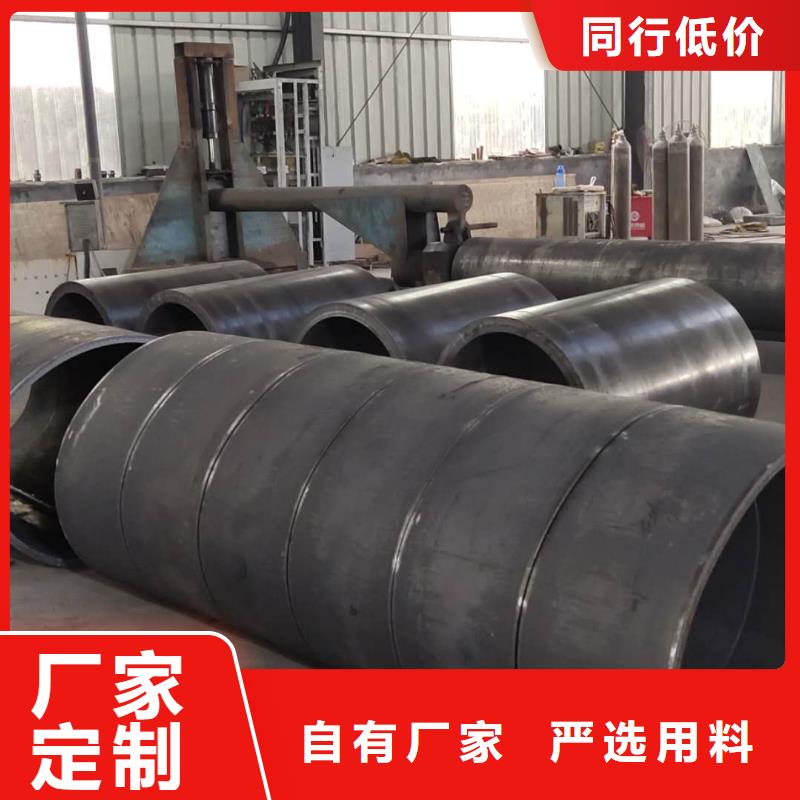
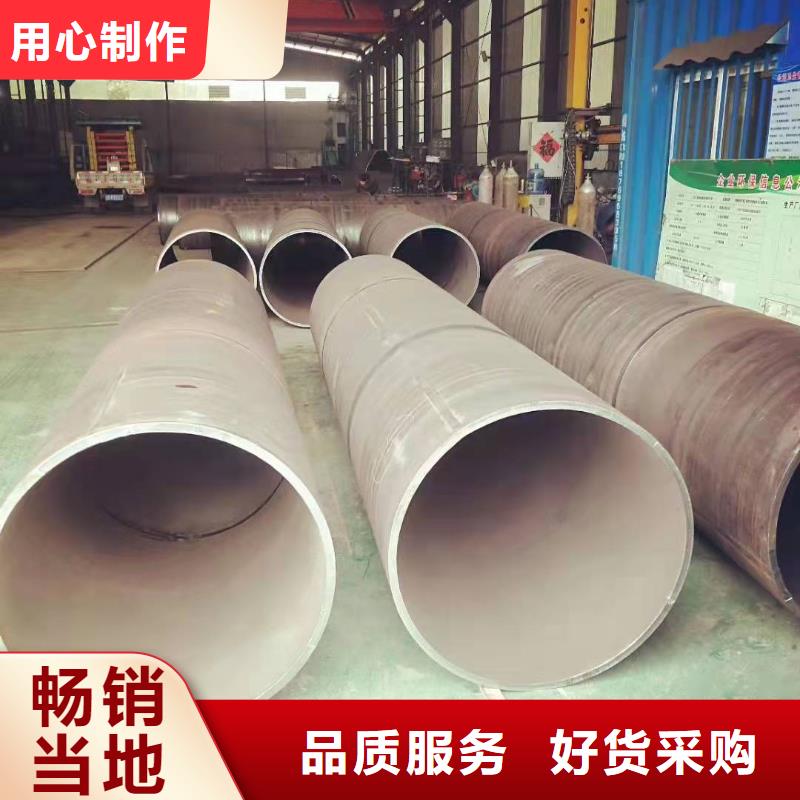
厚壁鋼板卷管錐形卷管、異形卷管工藝流程圖 錐形卷管、異形卷管成型注意事項: ①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快; ②在輥子的一段加一個旁輪卷錐裝置; ③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進. :大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖



鋼板卷管鋼板卷筒殼電注作品圖片附件預覽71卷筒殼電機71卷筒殼電機分解圖71卷筒殼電機裝配體71卷筒殼電機四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請等待或重新刷新本頁面!圖紙簡介該電機為71機座號立式大法蘭安裝方式電機,出軸配皮帶專用,該圖紙按現有生產產品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數可編輯。發布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風幣可否編輯:可進行編輯,含參數下載地址(所需金額:20沐風幣)立即下載(10.99MB)已有人關注


鋼板卷管管節的卷制 在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:



