



操作:鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態,容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節鋼筋籠較重時,骨架中間加焊1、2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,臨夏鋼筋籠繞筋機可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
建貿機械設備有限公司 臨夏鋼筋籠繞籠機多重優惠

切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
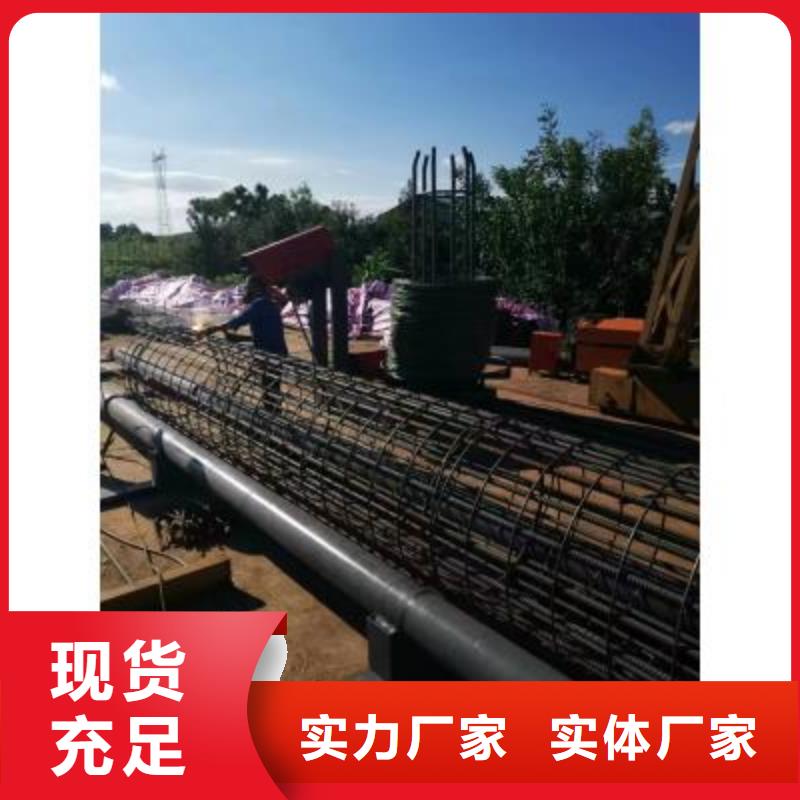
一、鋼筋籠繞筋機鋼筋籠滾焊機 加工鋼筋籠的特點
1. 鋼筋籠滾焊機加工速度快 正常情況下備料及滾焊部分5-7人一班,分二班作業,10個人就可以加工出20多個12米長成品的籠子,對于高鐵施工中1米樁的籠子曾經有日產75節9米的籠子(675米/天)的生產記錄,工作效率非常高。
2. 鋼筋籠滾焊機加工可靠由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品完全達到規范要求;
核心價值觀是:對錯觀——以戶為對,以自己為錯;
金錢觀——人品合一方算贏;
“永遠以戶為是,以自己為非”是非觀是河南建貿創造戶動力。
人永遠以戶為是,不但要戶需求,還要創造戶需求;
