



94778<臨汾>神悅鋼材有限公司

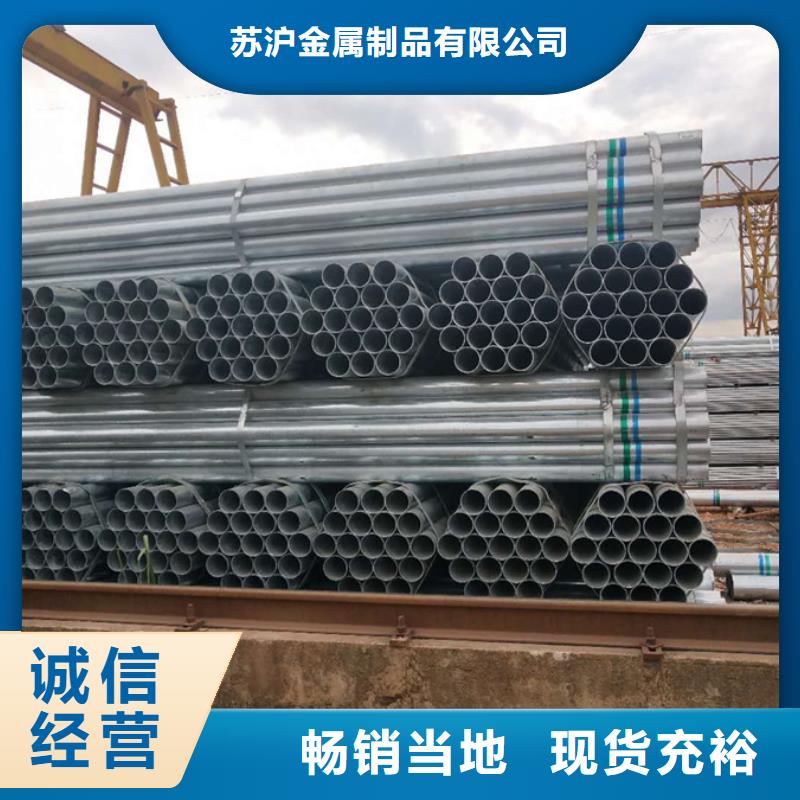
臨汾鍍鋅無縫管分析了在持續高溫腐蝕環境溫度條件下持續高溫硫腐蝕和持續高溫腐蝕的主要原因,并根據實際情況實現點火系統軟件的更新改造。鍍鋅無縫管的清理深度不得超過公稱通徑壁厚的負誤差,清理處的具體壁厚不得低于允許壁厚。 鍍鋅無縫管有多種對策。關鍵是根據不同的情況采用不同的方法。 如果使用不同的情況,則采用不同的方法,臨汾鍍鋅管如使用保溫材料和耐火保溫材料來阻擋火焰,立即點燃鋼架結構。鍍鋅無縫管降低了熱對流的速率,減緩了鋼架結構升溫的時間,削弱了其抗壓強度。 但無論使用哪種方法,基本原理都是一樣的。 防火材料是近年來比較優良的防火技術措施。 由于殘留元素對鍋爐質量的危害,優質商品對鋼中有害元素和殘留物的調整有特別嚴格的規定。 各種殘留元素的成分應盡可能控制在很低的水平,并經常選擇爐外的生產工藝流程,以保證其清潔度。 太多的水會導致煤粘在滾筒上的煤粉上。 以上鍍鋅無縫管就是今天介紹的文章內容。 生產方法與無縫鋼管相同,但對生產無縫鋼管所用的鋼種有嚴格的規定。
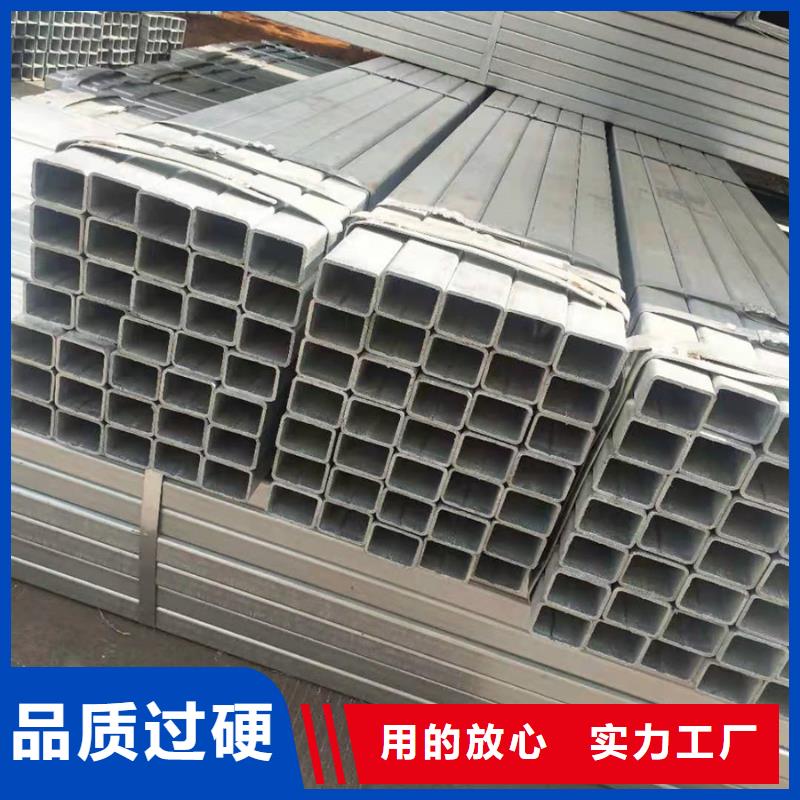
臨汾鍍鋅無縫鋼管是無縫管的關鍵材料和類型。就鍍鋅無縫鋼管而言,我們在生產加工制造過程中使用的 步是焊接。常見的焊接鍍鋅無縫鋼管是焊接的。 在大多數情況下,使用焊絲。 焊絲是焊接的關鍵原材料。焊接鍍鋅無縫鋼管必須使用標準焊絲才能達到理想的焊接實際效果。 那么什么是焊絲呢? 焊接鍍鋅無縫鋼管時應該使用哪種焊絲? 臨汾16mn鍍鋅管產品工件相遇處的一條金屬材料。 焊絲的原材料一般與產品工件的原材料相同。 焊接鍍鋅無縫鋼管時應該使用什么樣的焊絲? 如果我們要焊接鍍鋅無縫鋼管材料,應該使用哪種類型的焊絲,還有其他類型的焊絲可以使用嗎? 如果焊接鍍鋅無縫鋼管材料時應該使用什么類型和規格的焊絲,鍍鋅無縫鋼管基本上是添加了1%左右的錳,所以焊接特性優良。 臨汾鍍鋅螺旋管手工電弧焊時,選用抗壓強度等級為T50的焊絲:506節、507節、502節、503節、552節、553節等; 埋弧自動焊機時,選用焊劑:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊絲; 在CO2氣體保護焊中,常使用H08Mn2Si和H10MnSi。

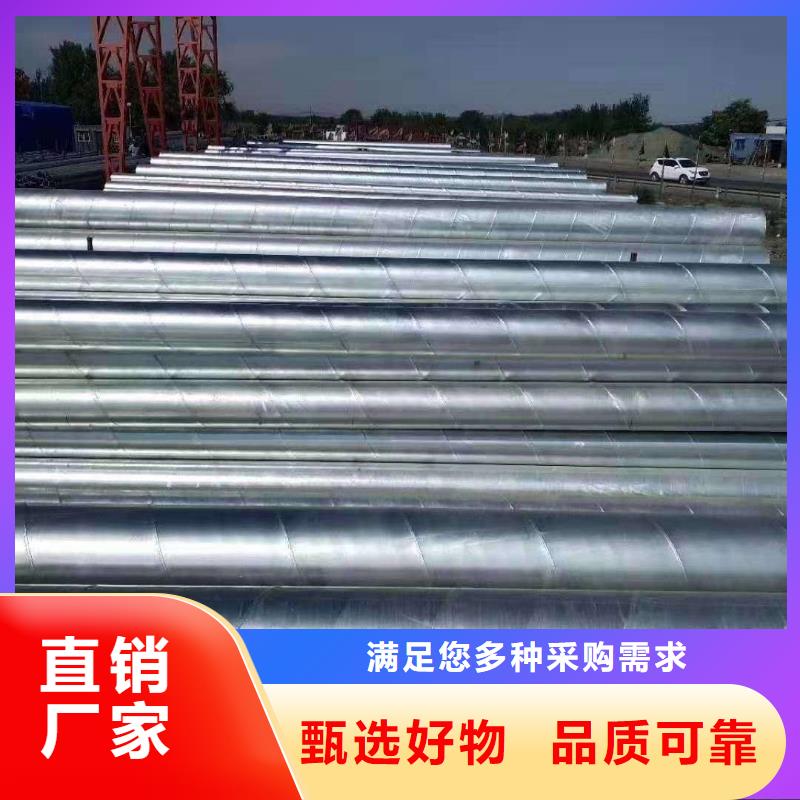
臨汾鍍鋅管更容易被劃傷; 頭尾不齊是帶鋼直接卷取,軋后不切頭尾造成的。 這些缺陷終導致焊管外觀質量不合格,必須將其切斷或判斷為報廢,從而降低焊管的成品率和合格率。 塔盤卷從內圈到外圈十條帶鋼為塔盤卷取帶卷,一般不允許大于50mm。 輕微松卷可在精軋后使用,而嚴重松卷則無法分揀,必須裁切使用,增加金屬消耗,降低成品率。 包裝不牢固,不符合包裝要求; 裝卸過程中操作不當; 原材料管理不善、儲存、來回升降,造成卷筒松動。 臨汾鍍鋅方管氧化皮滲入帶鋼邊緣之間的焊縫區會導致焊接缺陷,而帶鋼表面的氧化鐵片滲入成型會加速成型輥的磨損。 氧化皮嚴重的熱軋帶鋼應去氧化皮。 熱鍍鋅是將除銹后的鋼構件浸入600℃左右的高溫鋅液中,使鋼構件表面附著鋅層。 從而達到防腐的目的。 近年來,輕鋼結構體系中出現了大量壓型鋼板。 熱浸鍍鋅也用于防止腐蝕。 熱鍍鋅的 道工序是酸洗除銹,然后是清洗。 這兩個過程的不完善會給防腐留下隱患,所以必須徹底處理。
