





產品視頻展示,助您洞悉精密無縫管45CrNiMoVA精密管好產品放心購產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
以下是:精密無縫管45CrNiMoVA精密管好產品放心購的圖文介紹

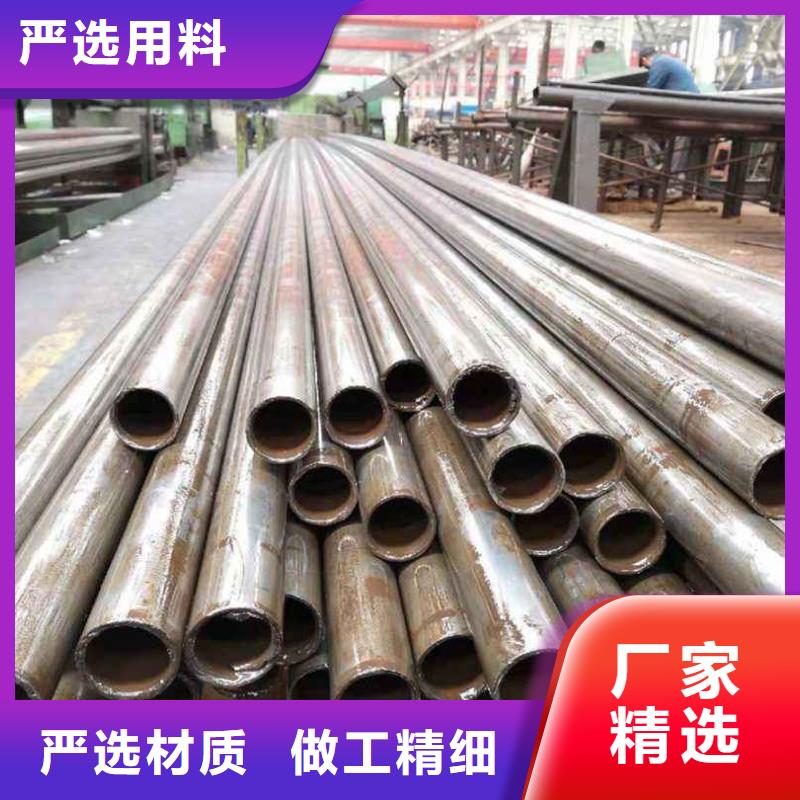
強大的 熱軋無縫鋼管技術研發實力,讓您安心
①多年 熱軋無縫鋼管行業技術研發經驗,為 熱軋無縫鋼管新品開發與技術創新提供保障
②擁有幾十項 熱軋無縫鋼管獨特工藝,獲得“客戶值得信賴”好評
③融拓金屬材料(臨汾市分公司)內引進先進的 熱軋無縫鋼管設備,保證了 熱軋無縫鋼管的外觀美觀



一般情況下,建筑行業所需的管道用鋼主要集中在三個領域:其一是我們常用的水、煤氣(天然氣)、消防用管等鍍鋅焊管;其二是建筑在建設過程中用的腳手架,這也是建筑行業一個重要鋼管需求領域,其三則是建筑的排水管和供熱管道。這三個領域是建筑行業中鋼管的主要需求方向。
和油氣管道運輸中多用無縫鋼管不同,建筑行業中所需的鋼管多以焊管為主。之所以青睞焊管是因為這類鋼管接頭可以用直接焊接方式,操作方便,且埋入地基之后不會變形也不漏水,可靠。因此,焊管成了建筑行業鋼管用鋼的 。可是,和無縫鋼管相比,焊管在耐腐蝕性等方面存在一定不足,因此,我們經常會看到住宅因為輸水管道、輸氣管道老化而不斷返修。但是,隨著鋼管行業新國標的貫標執行,這種情況可以得到大大改觀。
以鍍鋅焊管這種建筑業常用的鋼管為例,以前在上鋅量沒有固定的要求的時候,部分企業只是在表面鍍一層鋅,這類鋼管在建筑采購使用之后用不到幾年就會出現表層脫落的情況,進而整個鋼管出現生銹的情況,嚴重損害了鋼管的使用壽命



精軋管是一種通過冷拔或冷軋工藝生產的高精密度、高光亮度的無縫鋼管。其內外徑尺寸可至0.2mm以內,在搞彎、抗扭強度相同時,重量較輕,所以廣泛用于制造機械結構、液壓設備、汽車零件, 鋼筋套筒。
精軋管去產能的方式和方法是多樣性的,對于精軋管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話精軋管行業才能夠獲得更好地發展,不然的話精軋管行業是不能更好地進行發展的。
根據精軋管產生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。精軋管低溫回火脆性 合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌性一脆性轉化溫度明顯升高。已脆化的精軋管不能再用低溫回火加熱的方法,故又稱為%26ldquo;不可逆回火脆性%26rdquo;。它主要發生在合金結構鋼和低合金超高強度精軋管等鋼種。已脆化精軋管的斷口是沿晶斷口或是沿晶和準解理混合斷口。產生低溫回火脆性的原因,普遍認為:(1)與滲碳體在低溫回火時以薄片狀在原奧氏體晶界析出,造成晶界脆化密切相關。(2)雜質元素磷等在原奧氏體晶界偏聚也是造成低溫回火脆性原因之一。含磷低于0.005%的高純精軋管并不產生低溫回火脆性。磷在火加熱時發生奧氏體晶界偏聚,淬火后保留下來。磷在原奧氏體晶界偏聚和滲碳體回火時在原奧氏體晶界析出,這兩個因素造成沿晶脆斷,促成了低溫回火脆性的發生。
精軋管去產能的方式和方法是多樣性的,對于精軋管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話精軋管行業才能夠獲得更好地發展,不然的話精軋管行業是不能更好地進行發展的。
根據精軋管產生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。精軋管低溫回火脆性 合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌性一脆性轉化溫度明顯升高。已脆化的精軋管不能再用低溫回火加熱的方法,故又稱為%26ldquo;不可逆回火脆性%26rdquo;。它主要發生在合金結構鋼和低合金超高強度精軋管等鋼種。已脆化精軋管的斷口是沿晶斷口或是沿晶和準解理混合斷口。產生低溫回火脆性的原因,普遍認為:(1)與滲碳體在低溫回火時以薄片狀在原奧氏體晶界析出,造成晶界脆化密切相關。(2)雜質元素磷等在原奧氏體晶界偏聚也是造成低溫回火脆性原因之一。含磷低于0.005%的高純精軋管并不產生低溫回火脆性。磷在火加熱時發生奧氏體晶界偏聚,淬火后保留下來。磷在原奧氏體晶界偏聚和滲碳體回火時在原奧氏體晶界析出,這兩個因素造成沿晶脆斷,促成了低溫回火脆性的發生。



精軋管如何生銹。用化學酸洗完之后再用電解方法進行一次補充就可以讓精軋管得到非常好的保護了,對精軋管進行除銹,在給精軋管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除精軋管表面松動或翹起的鐵銹。對精軋管的表面進行清洗,在對精軋管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除精軋管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。
精軋管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精軋管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精軋管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精軋管焊接,從而獲得穩定的精軋管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。
精軋管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精軋管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精軋管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精軋管焊接,從而獲得穩定的精軋管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。
