

聯系我們

當前位置:
滄州 鴻順管道科技有限公司(臨汾分公司) >
臨汾當地綜合News
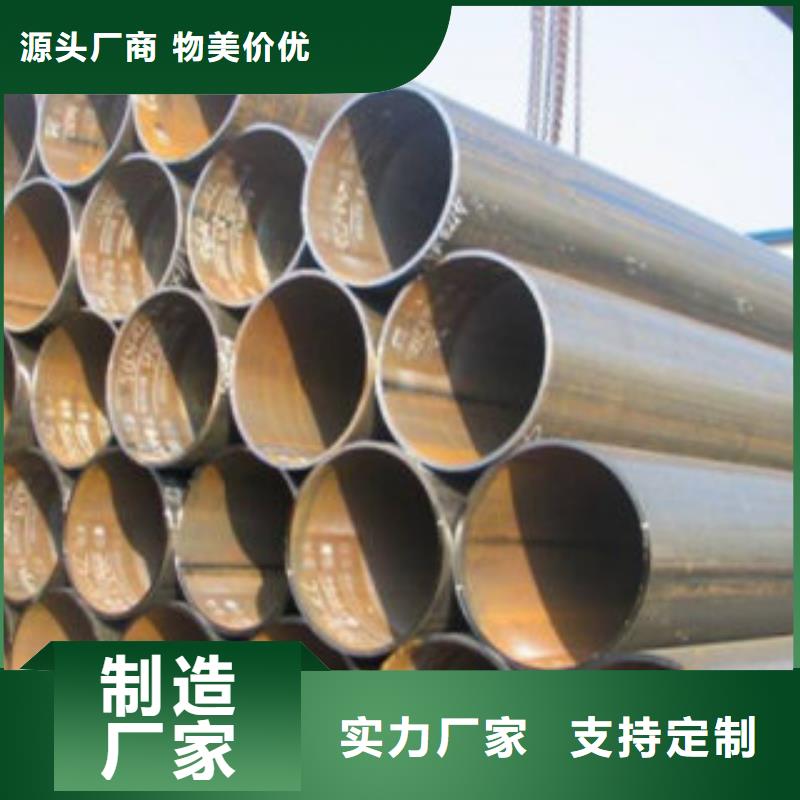
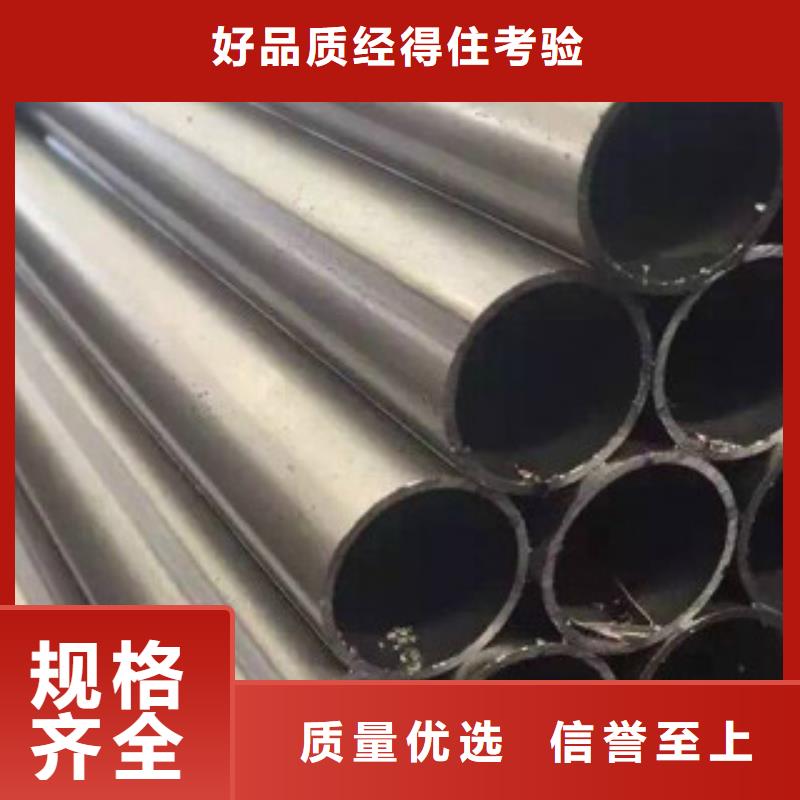
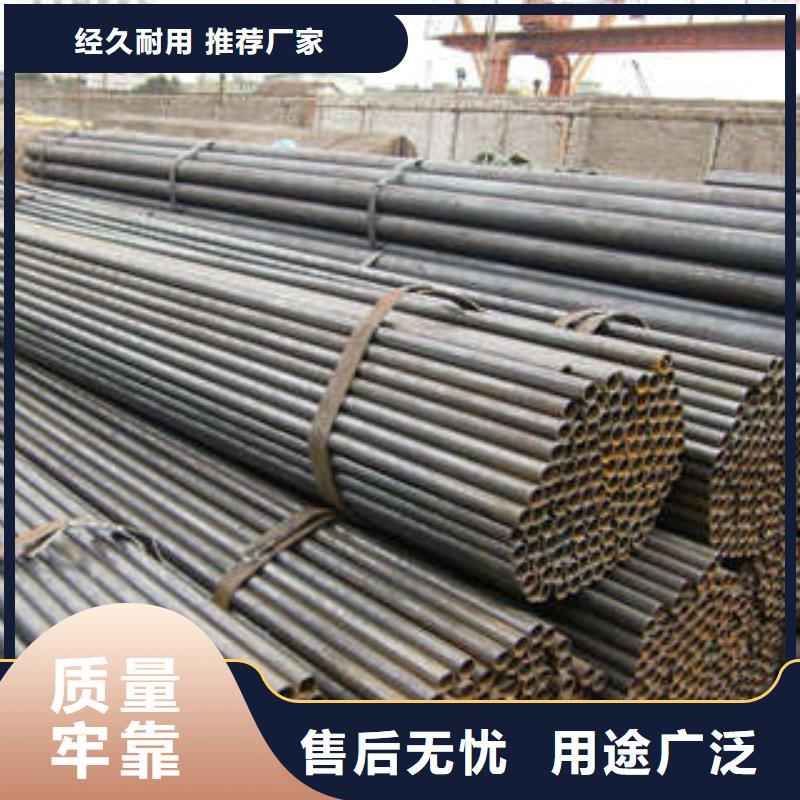
直縫焊管,熱鍍鋅鋼管廠家用的放心
更新時間:2025-05-25 09:44:16 ip歸屬地:臨汾,天氣:陰轉多云,溫度:14-26 瀏覽次數:4 公司名稱:滄州 鴻順管道科技有限公司(臨汾分公司)
以下是:直縫焊管,熱鍍鋅鋼管廠家用的放心的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 45 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 友發 |
| 型號 | 齊全 |
| 產地 | 天津 |
以下是:直縫焊管,熱鍍鋅鋼管廠家用的放心的圖文視頻



今年在山西省臨汾市購買直縫焊管,熱鍍鋅鋼管廠家用的放心有了新選擇,鴻順管道科技有限公司(臨汾分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的直縫焊管,熱鍍鋅鋼管廠家用的放心產品。如需購買或咨詢,請隨時聯系我們,聯系人:單經理-13963513828,QQ:3309701788,地址:經濟開發區。 山西省,臨汾市 臨汾市,別稱平陽、臥牛城、花果城,山西省轄地級市,位于山西西南部,東倚太岳,與長治、晉城為鄰;西臨黃河,與陜西延安、渭南隔河相望,北起韓信嶺,與晉中、呂梁毗連;南與運城接壤,因地處汾水之濱而得名,地處半干旱、半濕潤季風氣候區,屬溫帶大陸性氣候。截至2021年6月,全市轄1個市轄區、14個縣,代管2個縣級市,面積20302平方千米,2022年末,全市常住人口390.66萬。
想要探索直縫焊管,熱鍍鋅鋼管廠家用的放心的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:直縫焊管,熱鍍鋅鋼管廠家用的放心的圖文介紹
鴻順管道科技有限公司(臨汾分公司)是一家 鋼塑復合管、鋼塑復合管廠家、防腐鋼管廠家、防腐鋼管行業廠家,生產經驗豐富。多年來,我們不斷的投入和建設,持續增強我們的市場開拓、技術研發、生產制造能力,擁有了一支專業技術和市場銷售相結合的成熟隊伍。



原本震蕩整理的20G高壓鍋爐管市場在消息面提振下再次“瘋狂”,單日價格上漲80-120元/噸,記得上次這么大漲幅的時候是在8月上旬,也是受煤改氣影響,鋼市“金九銀十”正式到來。消息面提振強勁,14日因環保唐山豐潤區調坯軋鋼企業已全部停產,其中包括部分已經完成煤改氣企業,預計工期30-45天。 唐型材僅幾家大廠貨全,部分成品緊缺,受此影響唐山型鋼價格大肆上調,市場成交活躍,部分惜售情緒加重。根據2017年方案,今年主要在8個行業實施工業企業采暖季錯峰生產。在鋼鐵行業實施分類管理,按照污染排放績效水平,制定錯峰限停產方案。 同時, 要求,“2+26”城市(京津冀大氣污染傳輸通道上的北京、天津以及河北、山西、山東、河南26個城市)要做好鋼鐵、焦化、有色、電力、化工等涉及大宗原材料及產品運輸的重點用車企業篩查,摸清產能與原材料運輸比例結構,結合行業錯峰生產要求,制定“一廠一策”的采暖季錯峰運輸實施方案。 國內鐵礦石市場經過前期下跌,周內運行整理格局,尤其進口礦市場漲跌幅度頗為有限,由于當前市場價格較低,為此大部分存有主流資源現貨貿易商低價出貨意愿不強,而大部分鋼鐵企業階段性“采購季”已過,且高爐限產情況凸顯,為此供需雙方多處僵持狀態。



無縫鋼管曲折和校正方法有哪些無縫化鋼管的生產工藝主要是通過張力減徑來完成的,張力減徑過程是空心母材不帶芯棒的連續軋制過程。生產軋制過程中有時經常出現鋼管曲折不直,又有什么方法能夠校正無縫鋼管的曲折度哪讓現已加工成制品無縫鋼管具有較小曲折度還得依靠機械東西校直機來完結。 所以為了無縫鋼管曲折,一切無縫鋼管都需求經過冷校直。無縫鋼管曲折是因為軋機不妥,軋制時殘留的剩余應力以及因為沿管子截面和長度上冷卻不平等緣由形成的。因而,不行能從軋機直接得到很直的管子,只要通過冷校直管子的曲折度才干滿意技能條件的規則。 校直的根本道理即是使無縫鋼管進行彈塑性曲折,由大的曲折度成為小的曲折度,因而鋼管在校直機內有必要遭到重復曲折。而鋼管重復曲折的程度主要由校直機的所決議。影響校直質量的要素許多,如原管的曲折度,鋼管尺度和材料校直機型式,參數等。 焊管在成型,焊接,冷卻等經過一系列的處理之后,還需要進行鋸斷。在這個環節中,工藝備尺的長短,直接影響成品焊管的質量及銷售,所以備尺長度要控制在±5毫米之間。不僅如此,在實際操作中,工作人員還必須要嚴格按照以下規程進行操作:首先是給控制柜送電,然后閉合控制柜中的各個自動開關,同時閉合操作臺電源開關,微機起動。



總的來說,在對焊管產品經擴徑加工的過程中,主要可以分為五個階段。是初步整圓階段:扇形塊打開直到所有扇形塊都到鋼管內壁,此時步長范圍內鋼管內圓管中各點半徑大小都幾乎一致,鋼管得到初步整圓。第二是名義內徑階段:扇形塊從前段位置開始降低運動速度,直到抵達要求位置,這個位置是質量要求的成品管內圓周位置。 第三個階段叫做彈復補償階段,也就是說焊管的扇形塊將會逐漸速度減小,直到抵達要求位置,這個位置是工藝設計要求的彈復前鋼管內圓周位置。第四是保壓階段:扇形塊在彈復前鋼管內圓周位置一段時間保持不動,這是設備和擴徑工藝要求的保壓階段。 后一個階段叫做卸荷回歸,此時扇形塊從彈復前焊管的圓周位置不斷的進行回縮,直終將達到初始擴徑的位置,這是擴徑工藝要求的扇形塊收縮直徑。在實際應用中,工藝簡化中,3步驟可以合并簡化,這對鋼管的擴徑質量沒有影響。 通常是根據成型參數來設計螺旋焊管的成型結構,在其成型過程中,還需要考慮到應力狀態。帶鋼在加工成螺旋管坯后,管壁所產生的應力主要受到帶鋼成形過程中的成形力大小的影響。根據塑性變形理論可知,當帶鋼成形時的相對彎曲半徑等于100時,塑性變形會得非常明顯。


但是焊時有兩個缺點:一是銅電極與鋼板,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,焊的電流性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。 感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板,所以不存在磨損,其感應電流較為,保證了焊接時的性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。 下山成型法焊管設備下山成型可明顯的邊緣延伸.加大管坯中部延伸成型操作時,加大開口孔型的壓下量,使上下輥之間的輥縫略小于管坯厚度,,既管坯中部受到微量壓延,使中部產生稍大的延伸,以邊緣的相對延伸量.中部延伸若大于邊緣延伸,則出口處出現向上汀? 下山成型法焊管設備下山成型可明顯的邊緣延伸.加大管坯中部延伸成型操作時,加大開口孔型的壓下量,使上下輥之間的輥縫略小于管坯厚度,,既管坯中部受到微量壓延,使中部產生稍大的延伸,以邊緣的相對延伸量.中部延伸若大于邊緣延伸,則出口處出現向上汀?



鴻順管道科技有限公司(臨汾分公司)【0635-8881095】在山西省臨汾市本地專業從事直縫焊管,熱鍍鋅鋼管廠家用的放心,價格低,發貨快,效果好 (山西省 太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、運城市、忻州市、臨汾市、呂梁市 堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、永和縣、蒲縣、汾西縣、侯馬市、霍州市)可送貨上門。