


更新時間:2025-05-29 10:37:41 ip歸屬地:臨汾,天氣:晴轉多云,溫度:17-30 瀏覽次數:1 公司名稱:聊城 中魯金屬制品(臨汾市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 5000/噸 |
| 發貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運費說明 | 可物流 |
| 小起訂 | 1kg |
| 質量等級 | 受理質量異議 |
| 是否廠家 | 是 |
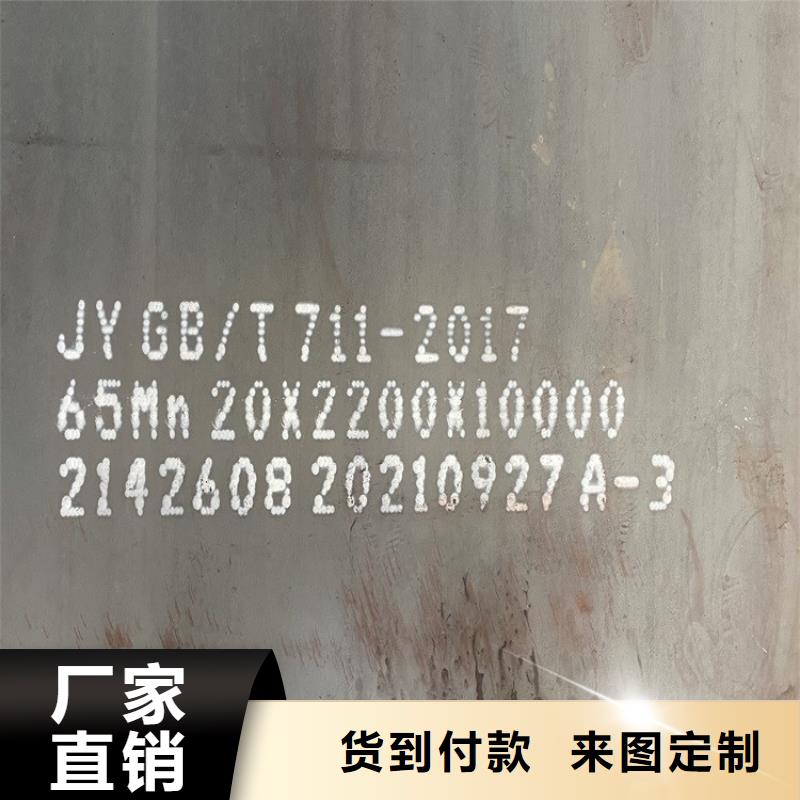
| 產品材質 | 65Mn |
| 產品品牌 | 承鋼-敬業-鞍鋼 |
| 產品規格 | 厚度2-60MM齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產品型號 | 彈簧鋼板 |
| 可售賣地 | 全國 |





重慶65mn中厚板加工廠家
山東中魯金屬制品有限公司
 山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、
板坯連鑄,為此采取以下措施控制板坯缺陷產生1)嚴格控制中間包澆注溫度,采用低過熱度澆注鋼水過熱度控制在15~30℃,2)結晶器采取強冷,使坯殼相對較厚,3)采用低拉速,拉速為0,3)65Mn鋼板坯在加熱過程中應嚴格控制加熱爐各段在爐時間和溫度,避免產生過大的熱應力同時有效地控制熱軋板卷脫碳層厚度轉爐冶煉,轉爐冶煉65Mn鋼時要求嚴格控制鋼中磷和硫等有害元素的含量以及夾雜物的數量、大小和分布,轉爐冶煉采用低拉增碳法操作,但需確保終點碳控制為0,65Mn鋼連鑄中間包鋼水溫度平均控制在1488℃,65Mn鋼液相線溫度為1470℃,過熱度為18℃,符合鋼水過熱度控制在15~30c的目標要求,對改善板坯質量和避免開裂有較大的。彈簧鋼板65Mn 2-60MM厚現貨齊全均可按需切割


65熱處理及冷拔硬化后,強度較高,具有一定的韌性和塑性;在相同表面狀態和完全淬透情況下,疲勞極限與合金彈簧相當,鋼板強度、硬度、彈性和淬透性均比65號鋼高,具有過熱敏感性和回火脆性傾向,水淬有形成裂紋傾向,退火態可切削性尚可,冷變形塑性低,焊接性差,受中等載荷的板彈簧,直徑達7-20mm的螺旋彈簧及彈簧墊圈。以及良好的表面質量,在冷熱狀態下容易加工成形和良好的熱處理工藝性,在熱狀態下成型的彈簧熱成型彈簧鋼的熱處理工藝,用這種方法成型彈簧鋼多數是將熱成型和熱處理結合在一起進行的,而螺旋彈簧鋼則大多數是在熱成型后再進行熱處理,這種彈簧鋼的熱處理方式是淬火+中溫回火,熱處理后組織為回火托氏體,采用全新的理念和方法,創新性地進行穩定性控制技術開發對容易在這“0。 彈簧鋼板65Mn 2-60MM厚現貨齊全均可按需切割

彈簧鋼板65Mn不完全退火新工藝,退火溫度(740±10)℃,保溫4h爐冷到550℃以后,出爐空冷,抗拉強度600-620Mpa、伸長率5傳統退火工藝,退火溫度730℃,保溫13h再爐冷到650℃以后,出爐空冷,退火新工藝:退火溫度(860±10)℃,保溫45-60min,爐冷到(750±10)℃,保溫3-典型實例,可用于普通磨具彈簧鋼,冷沖模具凸模,可用于塑膠模、壓鑄模的整體淬火頂桿用鋼,酸洗工藝,當前酸洗仍是65Mn低合金圓鋼生產和鋼鐵表面處理時不可或缺的工藝過程,有的,如使用進行65Mn低合金圓鋼酸洗時,還要借助于酸與65Mn低合金圓鋼發生化學反應產生的氫氣泡的剝離來除去氧化鐵皮。

彈簧鋼板65Mn65mn強度,硬度,彈性和淬透性均比65號鋼高,具有過熱敏感性和回火脆性傾向,水淬有形成裂紋傾向,退火態可切削性尚可,冷變形塑性低,焊接性差,受中等載荷的板彈簧,直徑達7-20mm的螺旋彈簧及彈簧墊圈,這種低表面張力和低表面能是它獲得多方面應用的主要原因:疏水、消泡、泡沫穩定、防粘、潤滑、上光等各項優異性能。2鎳Ni:≤0,銅Cu:≤0,65Mn彈簧鋼力學性能,抗拉強度Rb(MPa):73屈服強度Rs(MPa):430,伸長率δ10(%):14~2斷面收縮率ψ(%):不小于10,GB_T699-1999(優質碳素結構鋼),熱軋硬度:240~270HB,冷軋軟態硬度:190~220HB,冷軋硬態硬度:300~340HB。

彈簧鋼板65Mn焊接性能,氬弧焊對焊工藝,含1%或2%氧化釷的鎢極發射電子效率高,電流承載能力好,且抗污染性能好,引弧容易并且電弧比較穩定,為了便于操作,選擇直徑為2mm的較細的釷鎢極,并且電極前端磨尖,當加熱溫度為280℃,保溫10min時效果好,熱影響區的抗拉強度只比母材降低20%左右,而母材的彈性消失較小,直徑0,熱處理后,應將熱影響區的脆性,同時應能使母材保持一定的強度和彈性,回火在箱式電阻爐內進行,回火工藝見表每種回火處理的試樣取三根,取其拉力的平均值,260℃保溫10min時,雖然材料彈性基本不變,但熱影響區的脆性不能,焊好的環形鋼絲不但應能滿足一定的強度和彈性要求,而且具有一定的疲勞強度。
 重慶65mn中厚板加工廠家
重慶65mn中厚板加工廠家