



無縫鋼管生產過程簡介
1鋼管由上游輥道進入矯直機入口輥道。
2當鋼管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。
3當鋼管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。
4管頭進入入口矯直輥中間位置時,入口快開缸閉合,鋼管被咬入,同時入口第二段輥道下落。
5通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,鋼管進入矯直過程。
6當管尾離開入口輥道中間位置傳感元件時,入口輥道段上升。
7當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。
8出口輥道上升,鋼管被運送到出口輥道末端擋板處。
9出口輥道下降,通道側門打開,鋼管靠重力滾到L型接料勾上。
10接料勾下落,鋼管滾到吹灰臺架上,對鋼管內表面氧化鐵皮進行吹掃。



順成鋼管有限公司(臨汾分公司)是一家集 不銹鋼管科研、開發、制造、銷售、出口為一體的現代化企業,公司多年來致力于 不銹鋼管的研發,現已成為 不銹鋼管行業可信賴的廠家。
順成鋼管有限公司(臨汾分公司)自成立以來產品不斷更新,并以先進的加工設備和精湛的工藝嚴格的檢驗測試,為客戶提供好的 不銹鋼管產品而取得用戶的一致好評, 不銹鋼管產品遠銷全國各地及國外,產品深受廣大客戶的好評,我們愿以好的產品,好的售后服務,竭誠為中外客商提供。

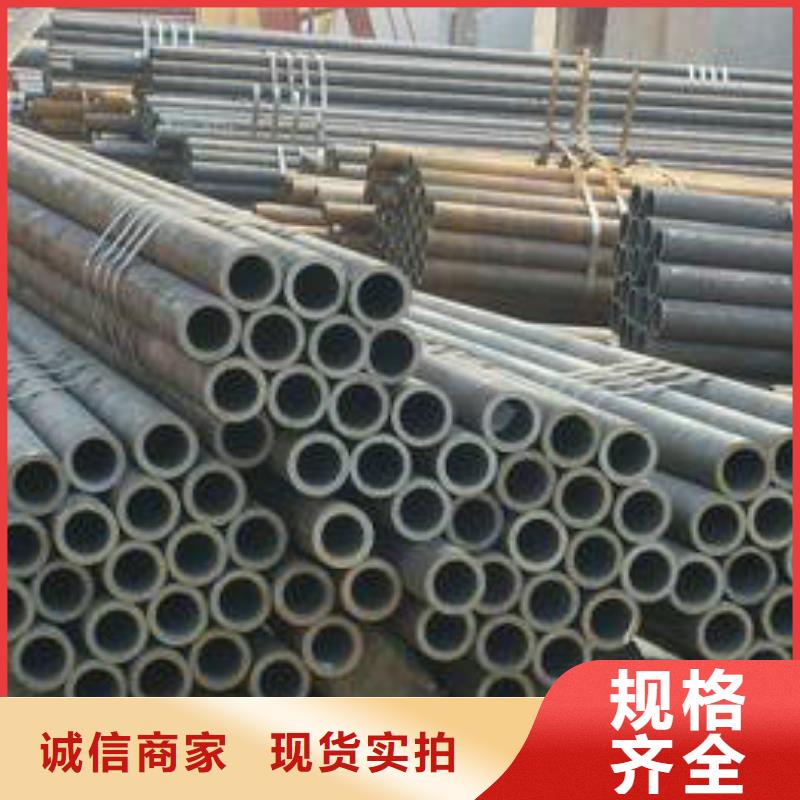
無縫鋼管冷拔管源頭廠家供應


GB6479-2000標準化肥設備用高壓無縫管每米重量計算方法(外徑減壁厚/乘壁厚/乘以0.02466/等于每米的重量 公斤)比如108*10的 計算方法就是108減10等于98 98乘10等于980 980乘以0.02466等于24.16 89*10的GB6479-2000標準化肥設備用高壓無縫管每米重24.16公斤
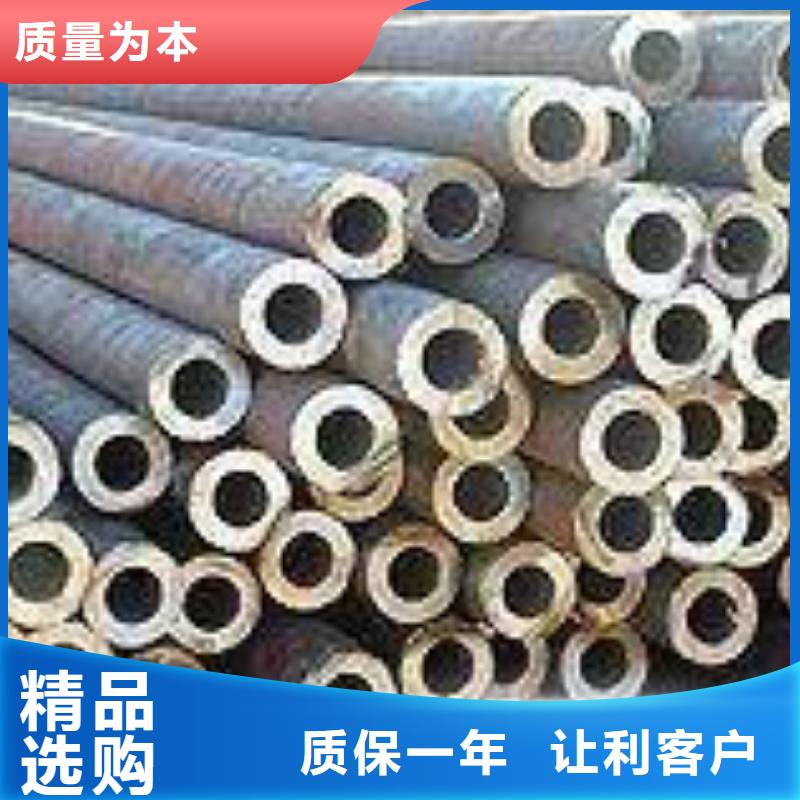
GB6479-2000標準化肥設備用高壓無縫管的生產采用 錐形穿孔機 管坯穿孔是GB6479-2000標準化肥設備用高壓無縫管生產過程中 重要的工序之一 它將實心的 管坯變為 空心坯 穿孔過程首先要保證穿制的毛管 壁厚均勻 橢圓度小 幾何尺寸精度高 毛管的內外表面要光滑不能有結疤 折疊 劃傷 裂紋 凹凸不平等缺陷



20 GB5313
4.供貨狀態及熱處理
5檢驗項目和試驗方法的差異
四個鋼號的檢驗項目和試驗方法如表4所示。隊表4看出,除了鋼管與鋼板的檢驗項目和試驗方法有明顯差異外,三個鋼管標準的檢驗項目也有明顯不同。GB5310的高壓鍋爐用無縫鋼管的檢驗項目多,GB3087的低中壓鍋爐用無縫鋼管次之,GB8163輸送流體用無縫鋼管少。這也在一定程度上反映不同標準對產品質量要求的嚴格程度。GB713的鍋爐用鋼板增加時效沖擊試驗,這是因為殘留在碳鋼中氮元素,在溫度300℃左右,與碳元素生成化合物,將大大降低鋼材的時效沖擊韌性。
6.總結
綜上所述可見四個鋼號有著較大的差別。根據使用要求必須選擇相適應的標準,即對條鋼適用GB699,一般鋼管適用GB8163,輸送流體用一般無縫鋼管適用GB8163,低中壓鍋爐用無縫鋼管適用GB3087,高壓鍋爐鋼管適用GB5310,鍋爐受壓元件鋼板適用GB713,壓力容器及其附件適用GB6654。決不能用GB3087的鋼管,更不能用GB8163的鋼管來替代GB5310的鋼管。而更為重要的是在設計及訂貨時就要作出準確的選擇。因為這四個鋼號在成品檢驗時是很難鑒別的。另外,在到貨驗收時一定要以設計及訂貨時確定的標準及鋼號進行驗收,而決不能簡單地統一以20鋼來驗牧
