



產生的原因和可采取的措施有鋼管矯直前的彎曲度及橢圓度過大,超過了矯直機的能力,可以重復嬌直;矯直輻的壓下量及撓度小,可適當增加壓下量或者撓度等(2)鋼管表面出現螺旋壓痕或“矯凹”現象,這是矯直輥的端部與鋼管表面接觸所致產生的原因是矯直粗的線與鋼管的線不一致,鋼管偏向一側,鋼管與矯直輥接觸弧過大,使矯直輥端部與鋼管接觸,可通過調整矯直輥的角度使鋼管“對中”、接觸弧長度合理(3)鋼管“矯方”,即鋼管矯直后其截面不是圓形,而是呈“方形”。球墨鑄鐵管在設計工模具時,先仔細地對全套工模具進行計算。因為,球墨鑄鐵管另外,各輥的壓下量是不同的,對六輥矯直機面言,前、后輥的壓下量遠小于中間輥。同樣,鋼管與矯直混的接觸弧線長度要合適,按12-3/4輥長進行調整,中輥取上限,前、后取下限總之,影響鋼管矯直的因素是多方面的,球墨鑄鐵管在實際應用中要反復試驗以取得寶貴的實踐經驗球墨鑄鐵管價格并達到預期的效果鋼管矯直后會出現以下的問題:球墨鑄鐵管矯直后彎曲度及橢圓度達不到要求。
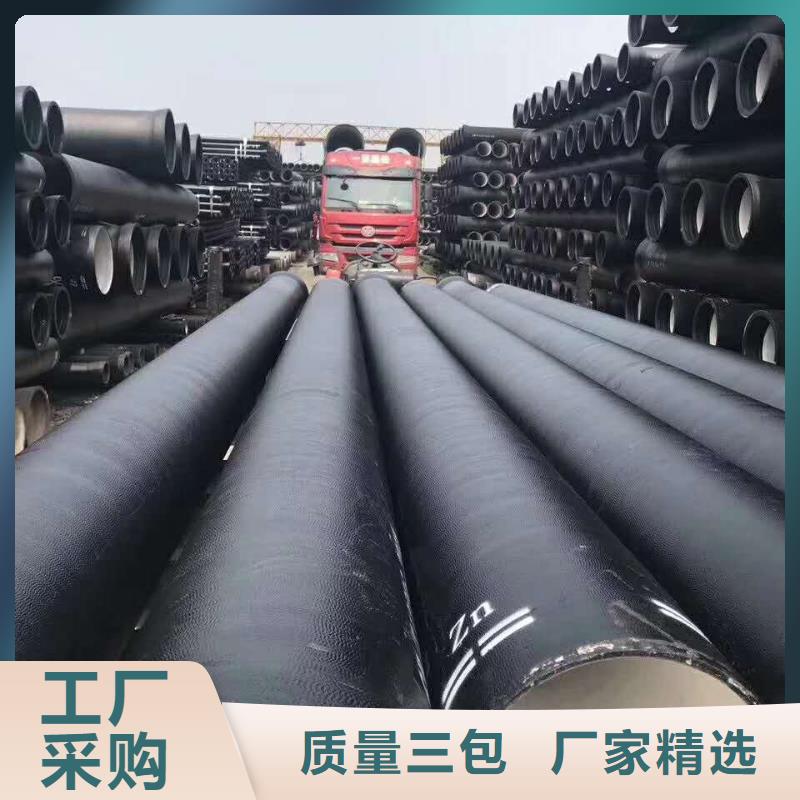
山東聊城格瑞球墨管防腐處理球墨鑄鐵管是以鎂或稀土鎂結合金球化劑在澆注前加入鐵水中,使石墨球化,應力集中降低,使管材具有強度大、延伸率高、耐沖擊、耐腐蝕、密封性好等優點的管件;內壁采用水泥砂漿襯里球墨鑄鐵管改善了管道輸水環境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有較大的延伸率,使管道的柔性較好,在埋地管道中能與管道周圍的土體共同工作,改善管道的受力狀態,從而提高了管網運行的可靠性。因此,目前我國供水行業通常采用球墨鑄鐵管作為主管件。此次雙方簽署的塞內加爾供水工程項目不僅是雙方相互賴的成果更是新興鑄管產品布局海外市場長遠戰略大計的成功典范也必將為廣東新興下半年的生產經營作沖刺注入強勁的心和動力。

球墨鑄鐵管生產和使用過程中必不可少的工序,是保證產品質量,生產的重要工序氣體泄漏的檢測包括有毒氣體的泄漏檢測、可燃氣體的泄漏檢測以及氣密性檢測。前兩者多半可以通過化學傳感器的方法來進行檢測 通常是在元件或系統使用過程中進行檢測。如果有合適的傳感器 其方法相對簡單。本文中介紹的氣密性檢測。球墨鑄鐵管一般是在元件或系統制造過程中進行檢測,通常需要定量檢測 而且要求快速、大量地在生產現場進行。需視它們的熔點、氧化性和密度等而定。為了便于高熔點鐵合金的熔吸,除控制粒度外,采用發熱合金劑或喂絲加入法是比較理想的措施。實踐表明,將一部分與硅系孕育劑一起加入,對孕育有加權作用。在可能的情況下,推遲低合金化元素的加入時機,對性能影響有利。
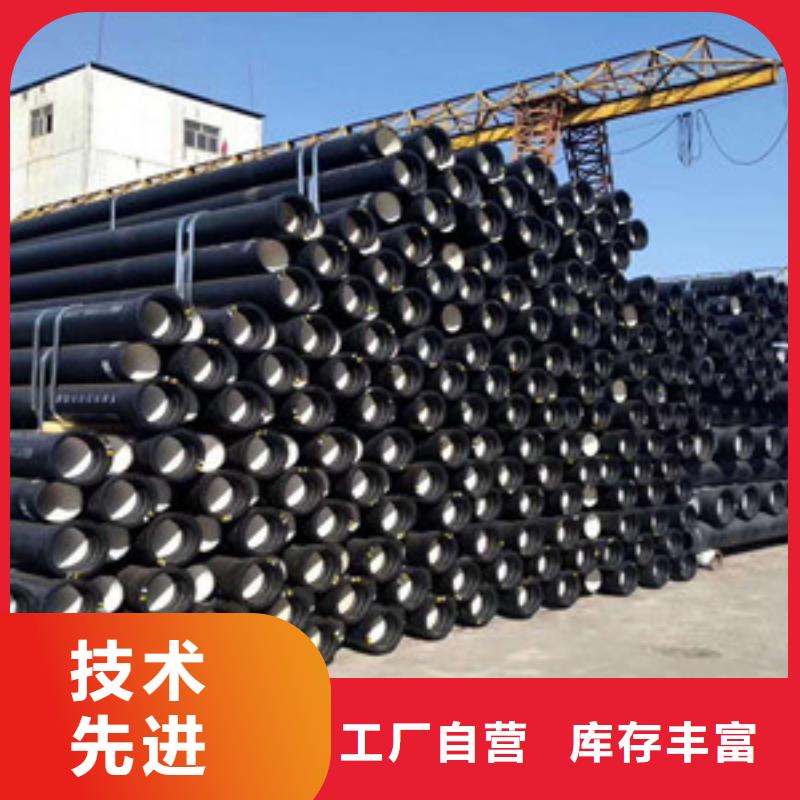
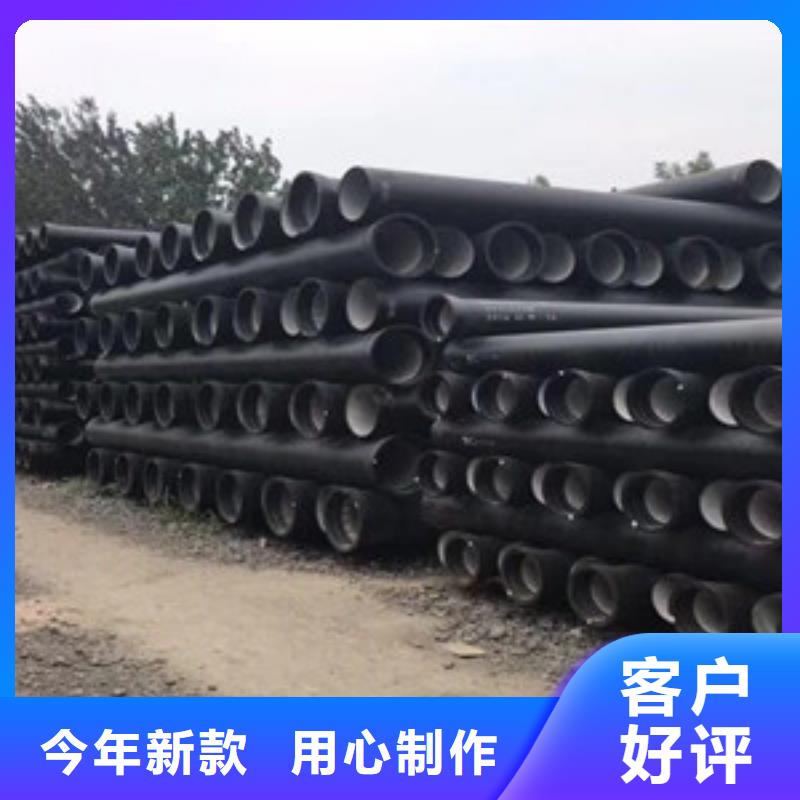
管道試壓且近幾年還將有幾個球墨鑄鐵管廠建成。2000年,中國年產離心鑄造球墨鑄鐵管達90萬噸。此外,中國自行研制的水平連續鑄造球墨鑄鐵型材生產線已通過鑒定,并已有多家企業投產。再加上中國引進的一條生產線,至2002年,中國年產球墨鑄鐵型材的能力達數萬噸。同種資料按入庫先后分別堆碼,便于執行先發的準繩。露天堆放的型鋼,下面需有木墊或條石,垛面略有傾斜,以利排水,并留意資料安放平直,避免形成彎曲變形。堆垛高度,人工作業的不超越2m機械作業的不超越5m垛寬不超越5m.球墨鑄鐵管材試驗標準,試驗壓力為OMPa,穩壓30分鐘,U—PVC管軸向線膨脹系數比金屬管材大,我司試壓標準較規范高,試壓時接口一般會滑出2-5MM,因此試壓時回填土方必須達到要求的壓實度,管道支墩達到設計強度,后背穩固,同時,時觀察各接口,試壓順利進行,確保工程質量。