
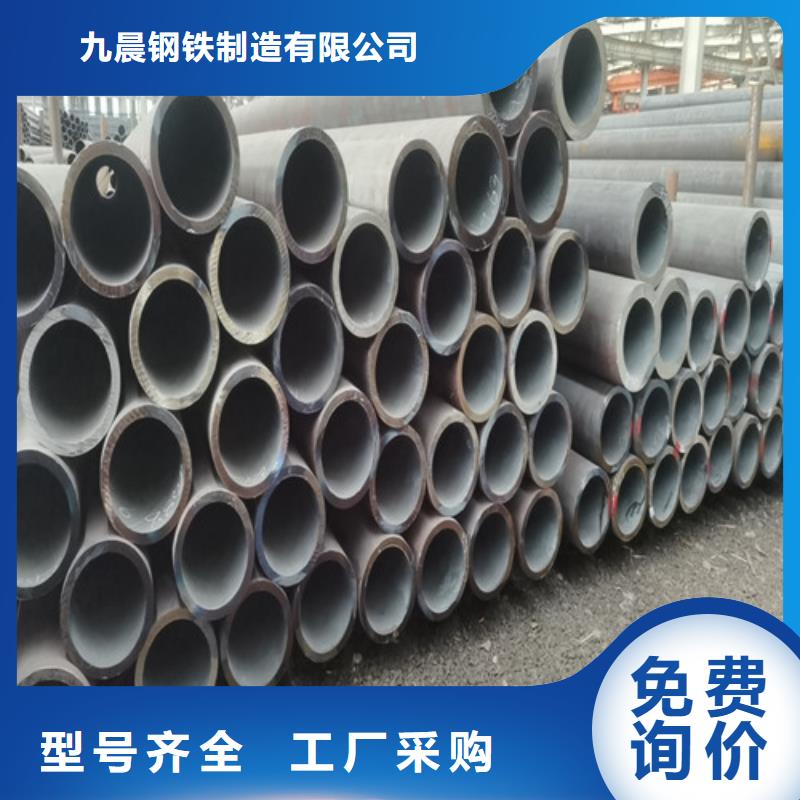


10號和20號無縫鋼管的材質不同,硬度也不一樣。10與20代表的它們的含碳量的高低。在GB9948中10號含碳量為0.07-0.14,而20C含碳量為0.17-0.24。C的含量越高它的硬度及強度越高但韌性和塑性會越低可焊接性越差。10# 硬度不夠,但是韌性很好,在脹接時的可靠些不容易出現裂,適合做 小口徑的 管道,比如汽車上的油管20號 硬度適中,韌性也還可以,所以是用途廣泛的,管道、管件、機械加工設備等等都可以用到。
談及無縫鋼管,我們首先會想到的是這種管道材料的質量優越,這是無縫鋼管的大特點,其次,無縫鋼管采用的是鋼材的結構,所以無縫鋼管的硬度是很高的。無縫鋼管的質量是這種管道材料得以在工業領域中得到推廣和發展的原因,這是無縫鋼管的復雜生產工藝決定的,無縫鋼管的大特點就在于管壁的部分是沒有任何接縫的,而普通的管道有明顯的接縫。
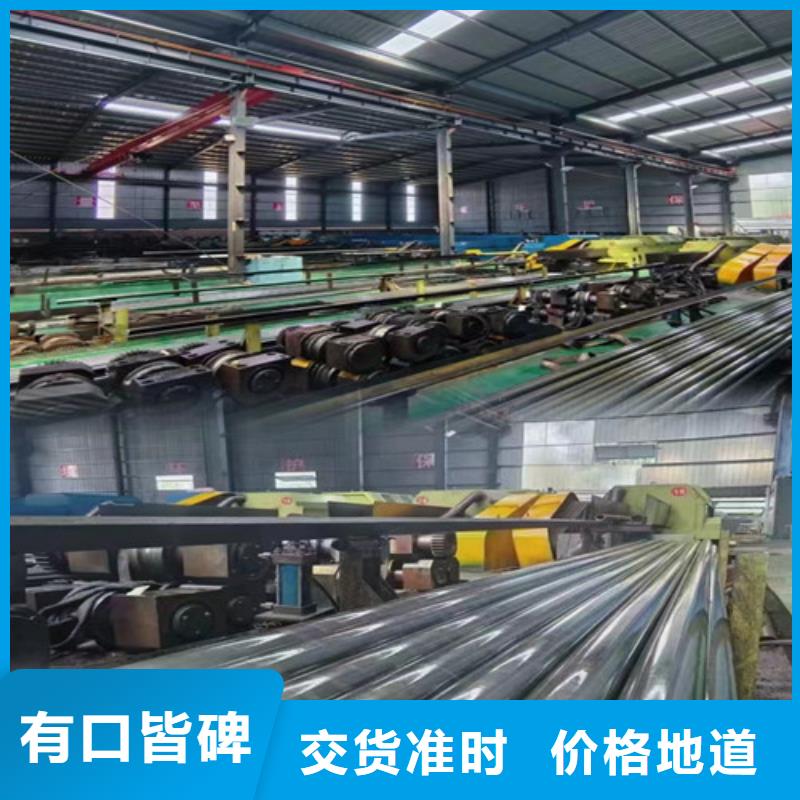
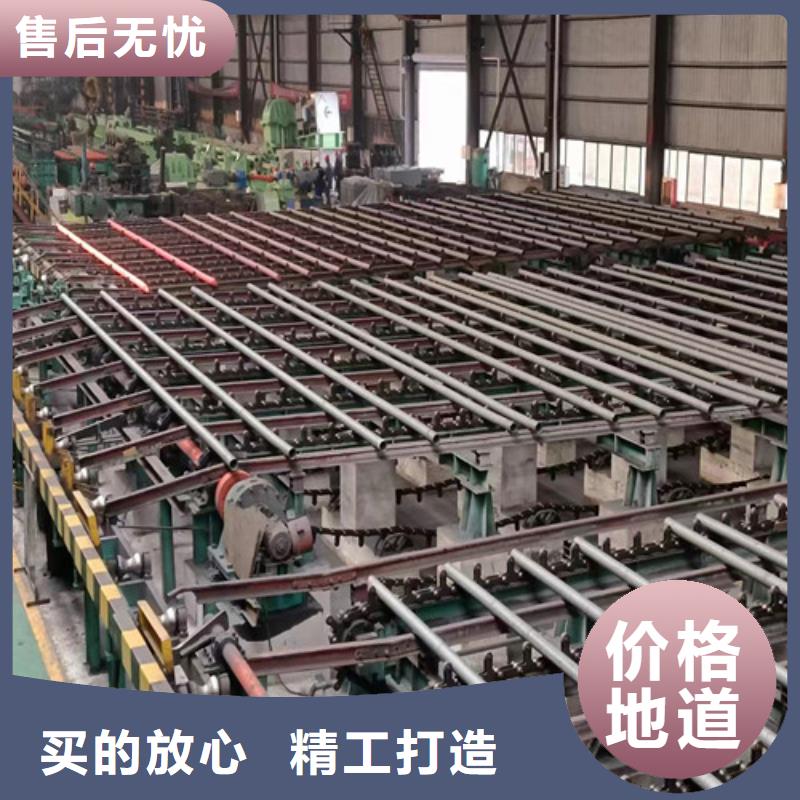
隨著現在城市化的進一步發展,越來越多的高樓大廈在不斷的施工、裝修售出。無縫鋼管在建筑行業也起到不可忽略的作用。鋼管不僅僅是一種建筑的原材料,在建筑行業,他還是一種非常重要的施工工具。現在的樓層因為空間和利潤的關系,樓層越來越高,這就對高層的施工帶來一定的難度,沒有相對的施工工具,高層的建筑就無法有序的進行。在這里,無縫鋼管的作用就體現出來了。
普通的鋼管因為他的韌性不是太好,在搭建鋼腳手架的時候就需要很多程序,這樣一來增加了施工時間。而無縫鋼管不同,這種管道采用的是冷拔熱軋的工藝,這使得鋼管,在韌性方面非常的出色。這些鋼管在加工的過程中,根本不用加入,一些保護鋼管的措施,就可以進行加工。這樣一來安裝,和拆卸鋼腳手架,都可以節約不少的時間。
(一)質量要求
①鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的因素之一,也是制定軋管工藝參數和鋼管熱處理工藝參數的主要依據。
a. 合金元素:有意加入,根據用途
b. 殘余元素:煉鋼帶入,適當控制
c. 有害元素:嚴格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)
爐外精煉或電渣重熔:提高鋼中化學成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態。
②鋼管幾何尺寸精度和外形
a. 鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。
外徑允許偏差 δ=(D-Di)/Di × D: 或小外徑mm
Di:名義外徑mm
b. 鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關
壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚
Si:名義壁厚mm
C.鋼管橢圓度:表示鋼管的不圓程度。
d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差
e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度
f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度
g. 鋼管端面坡口角度和鈍邊
5.鋼管表面質量:表面光潔要求
a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。
焊接Q345B無縫鋼管時要注意哪些地方呢?下面本公司給您們講解一下!
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。
