




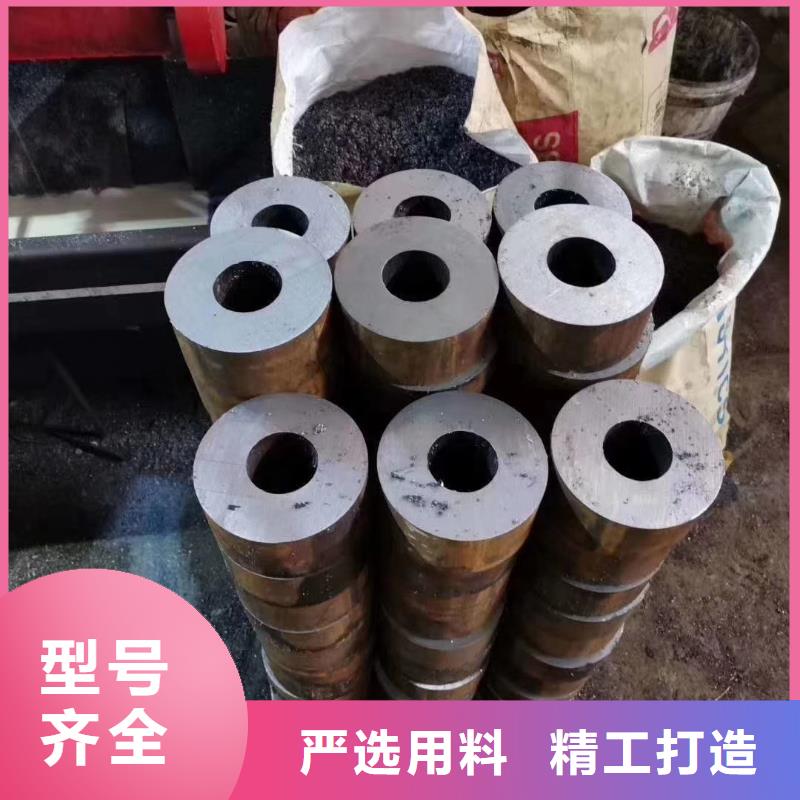


涼山無縫鋼管的型號很多,每種型號都有它的用途所在。相關人員介紹,無縫鋼管的優勢就是抗腐蝕性強,堅固耐用,適應不同的用途,在建筑施工過程中有較強的應用性,在安裝過程中不受自然條件的限制。 無縫鋼管采用了特殊工藝制造,形成的管道相比于傳統來說,優越性很明顯所以這種管道的使用范圍才會越來越廣泛。對于一些有特殊運輸要求的運輸介質來說這是一種很好的運輸管道.這種管道的主要原材料是鋼材防腐性質相比于其他的管道也要好一些所以在運輸一些具有腐蝕性的液體的時候很多時候也會選擇這種管道。
Q345是一種鋼材的材質。它是低合金鋼(C<0.2%),廣泛應用于建筑,橋梁、車輛、船舶、壓力容器等。Q代表的是這種材質的屈服強度,后面的345,就是指這種材質的屈服值,在345兆帕左右。并會隨著材質的厚度的增加而使其屈服值減小。Q345綜合力學性能良好,低溫性能尚可,塑性和焊接性良好,用做中低壓容器、油罐、車輛、起重機、礦山機械、電站、橋梁等承受動載荷的結構、機械零件、建筑結構、一般金屬結構件,熱軋或正火狀態使用,可用于-40℃以下寒冷地區的各種結構。Q345D無縫鋼管DN65*4每米重7.102kg2。DN是公稱口徑,這個公稱口徑并不是Q345D無縫鋼管的外徑,DN65對應的外徑是76mm。也就是說,你這個鋼管的規格是76*4的。無縫鋼管的重量計算公式無縫鋼管一米的重量計算公式(kg/m)=(外徑-壁厚)*壁厚*0.02466 其中外徑,壁厚的單位是mm.所以,DN65*4即無縫鋼管76*4一米的重量是(76-4)*4*0.02466=7.102kg4。
Q345D有縫鋼管和無Q345D縫鋼管是根據鋼管生產的方法來分類的。1.Q345D無縫鋼管按生產方法可分為:熱軋無縫鋼管、冷拔管、精密鋼管、熱擴管、冷旋壓管和擠壓管等。Q345D無縫鋼管用優質碳素鋼或合金鋼制成,有熱軋、冷軋(拔)之分。
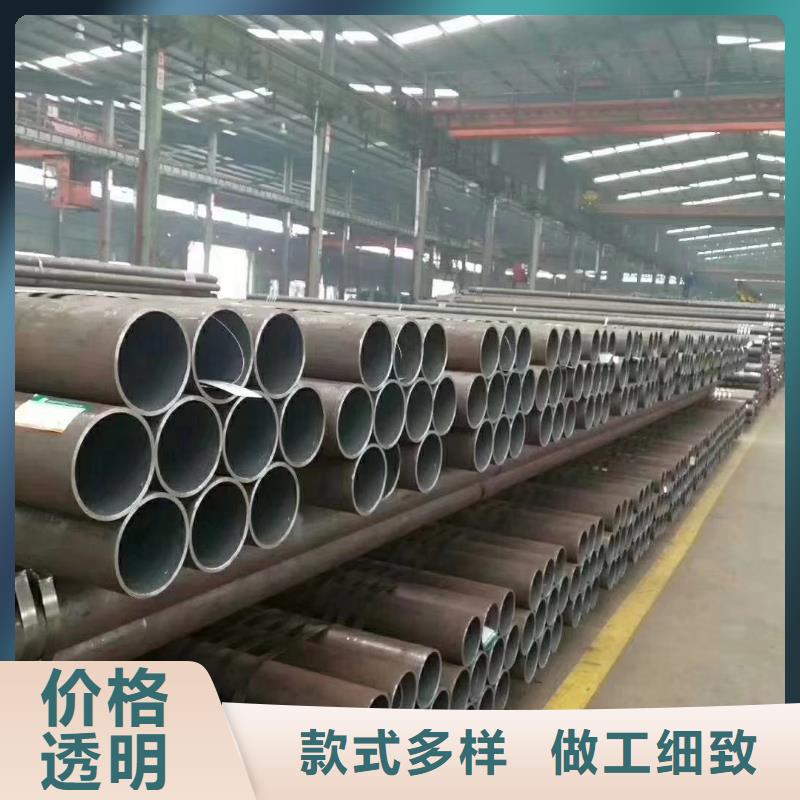
2.(Q345D有縫鋼管)焊接鋼管因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管,因其焊接形式的不同分為直縫焊管和螺旋焊管兩種,因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成,在制造方法上,又分為低壓流體輸送用焊接鋼管、螺旋縫電焊鋼管、直接卷焊鋼管、電焊管等。無縫鋼管可用于各種行業的液體氣壓管道和氣體管道等。焊接管道可用于輸水管道、煤氣管道、暖氣管道、電器管道等。
Q345D有縫鋼管和Q345D無縫鋼管區別:加工工藝不同:1、Q345D無縫鋼管是用優質碳素鋼或者合金鋼制成。無縫鋼管的加工工藝分為冷拔和熱軋兩種方式,而有縫管一般都是焊接而成。2、用途不同:Q345D無縫鋼管主要用作輸送流體的管道或結構零件,主要用于機械行業,而Q345D有縫鋼管主要用于建筑行業,比如輸水、煤氣、壓縮空氣等低壓流體。但涉及壓力管道都用無縫鋼管。
3、價格不同:因為Q345D無縫鋼管的制作工藝比較復雜,所以價格相對于有縫鋼管比較貴,而Q345D有縫鋼管主要采用鋼板(鋼帶)二次焊接而成,價格便宜,使用也比較廣泛。

熱處理是將涼山無縫鋼管放在一定的介質內加熱、保溫、冷卻,通過改變材料表面或內部的晶相組織結構,來控制其性能的一種無縫鋼管熱加工工藝。常化的熱處理工藝除了退火、回火外,還有以下三類:涼山無縫鋼管常化處理,也稱為正常化處理。無縫鋼管熱處理工藝中的常化處理實際就是正火處理。通常是在熱加工過程中,無縫鋼管材料組織改變,性能也隨之改變,為了使組織恢復常態,常常采用正火處理,因此也把正火處理稱作常化處理。常化處理可以作為終熱處理,也可作為預先熱處理,還可改善加工性能。一般情況下,碳鋼正火處理就是將加熱到高溫并完成奧氏體化的碳鋼工件,直接在空氣中冷卻,以獲得細小珠光體組織的熱處理工藝。正火熱處理的組織具有較好的綜合機械性能。無縫鋼管淬火是將無縫鋼管加熱到奧氏體化溫度即臨界溫度AC3(亞共析鋼)或AC1(過共析鋼)以上某一溫度,保溫一段時間,使之全部或部分奧氏體化,然后以大于臨界冷卻速度冷卻快冷到Ms以下(或附近等溫)進行馬氏體(或貝氏體)轉變的熱處理工藝。另外,通常也將鋁合金、銅合金、鈦合金、鋼化玻璃等材料的固溶處理或帶有快速冷卻過程的熱處理工藝稱為淬火。程度的調整,其強度、塑性和韌性都較好,具有良好的綜合機械性能。調質淬火時,使無縫鋼管的淬火部位得到以細針狀淬火馬氏體為主的顯微組織。但其中高溫回火是指在500-650℃之間進行回火,高溫回火后得到回火索氏體。這是一種鐵素體與粒狀碳化物的混合物。

涼山無縫鋼管壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。無縫管連軋工藝調整的影響是導致成品管壁厚不均的重要因素。 具體為:1、無縫鋼管螺旋狀壁厚不均 成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的無縫鋼管壁厚不均,一般沿鋼管的全長呈螺旋狀分布。在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿鋼管全長呈螺旋狀分布。
措施:調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。針對第二種情況,根據毛管出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成無縫鋼管壁厚不均。定心輥開口度需要根 據毛管直徑的變化作適當調整,并考慮毛管跳動量的大小。2、無縫鋼管直線狀壁厚不均 成因:芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成無縫鋼管壁厚不均甚至拉凹缺陷。連軋軋輥間隙過小或過大。軋管機中心線偏差。單、雙機架壓下量不均,會造成鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。臼斷裂,內外輥縫差大,會造成鋼管直線型非對稱偏差。連軋調整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。
措施:調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。用光學對中裝置調整軋制中心線,年度大修時必須校正軋管機中心線。及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換。連軋時,要避免拉鋼、堆鋼。
無縫鋼管頭、尾部壁厚不均 成因:管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成鋼管頭部壁厚不均。穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易造成毛管尾部壁厚不均。
措施檢查管坯質量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應校正定心孔。采用較低的穿孔速度,以確保軋制的穩定性和毛管壁厚的均勻度。當軋輥轉速調整后,匹配的導盤也做相應調整。關注導盤使用狀態并加大對導盤螺栓的檢查力度,降低導盤在軋鋼時的竄動幅度,保證拋鋼穩定。

進入“陽春二月”以后,涼山無縫鋼管市場下流采購需求逐漸恢復,尤其是杭州全部撤銷限購后,房地產市場有所恢復。近兩周,貿易商日出貨量幾乎都能超越5000噸,個別大戶在上周一價格大幅上漲時日成交乃至放量至3000噸以上,因而貿易商在有需求的情況下,對于后市繼續大幅跌落預期不強。整體來看,首先盡涼山管無縫鋼管市場繼續大幅下行,可是成本依舊沒有呈現明顯降低,成本支持微弱。其次因為價格繼續處于低位,部分中小鋼廠出產艱難,產值縮小商場資本投進少,恰逢“金九銀十”傳統旺季,房地產方針開端閃現于市場,供過于求對立有所緩解。終遠期無限跌落,現貨市場趨于理性。因而筆者預期,盡管遠期市場繼續下行,可是當時臺州和溫州區域現已放晴,在颶風過境后,若“春節”長假需求釋放,涼山無縫鋼管市場反而能夠呈現穩中趨升態勢,長假前大幅下行能夠性不大。
