



格表會展中心項目")
格表會展中心項目")
格表會展中心項目")
格表會展中心項目")
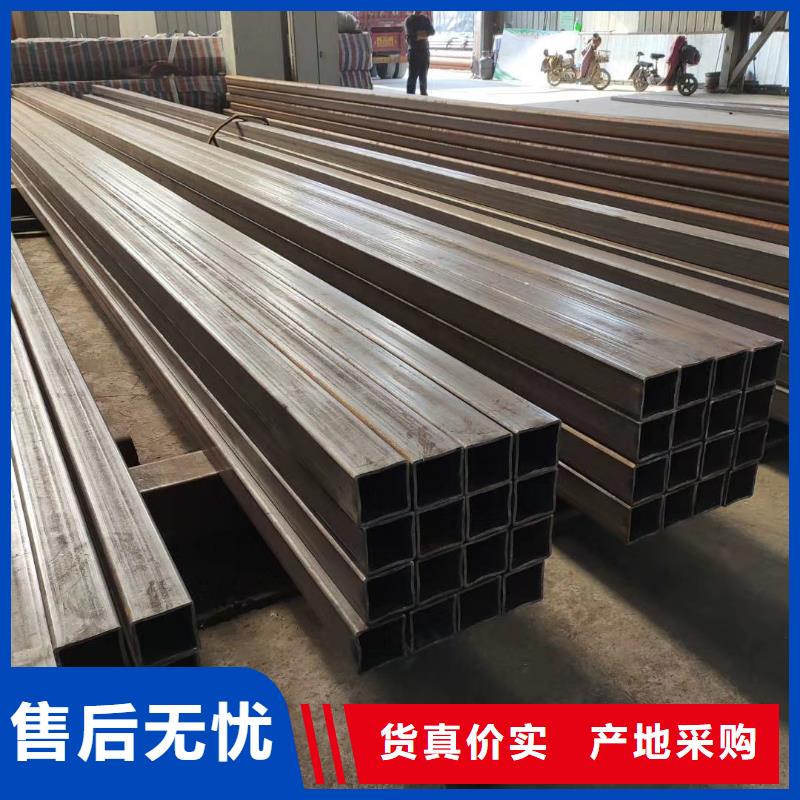
樂山方管在我國的工民建筑中,多年以來一直采用大口徑方矩管鋼筋混凝土,工程施工周期長、污染大。近幾年,隨著馬鋼、萊鋼熱軋H型鋼產(chǎn)品成功的市場推介,鋼結(jié)構(gòu)在建筑業(yè)中的應(yīng)用不斷擴(kuò)大,各種鋼結(jié)構(gòu)實驗樓、樣板房、標(biāo)志建筑相繼推出,設(shè)計、施工的標(biāo)準(zhǔn)與規(guī)范也開始進(jìn)入逐步完善階段,中國的鋼結(jié)構(gòu)行業(yè)近幾年大大邁進(jìn)了一步。但是,目前我國建筑鋼結(jié)構(gòu)應(yīng)用的主要是熱軋H型鋼和焊接的各種鋼結(jié)構(gòu),我國熱軋H型鋼的產(chǎn)能已經(jīng)達(dá)到300萬噸,焊接輕型H型鋼和各種鋼結(jié)構(gòu)的產(chǎn)量也有幾十萬噸,我國焊管產(chǎn)量一年有700多萬噸,其中建筑鋼結(jié)構(gòu)用冷彎方矩形管和各種冷彎型鋼的產(chǎn)量不到冷彎型鋼產(chǎn)量總量的5%。冷彎型鋼在我國工民建筑鋼結(jié)構(gòu)中應(yīng)用處于起步階段,冷彎方矩形結(jié)構(gòu)焊管取代熱軋H型鋼作鋼結(jié)構(gòu)的立柱剛剛開始,其它冷彎型鋼在建筑業(yè)中應(yīng)用更少。我國建設(shè)部目前已經(jīng)在工民建筑中建設(shè)一些鋼結(jié)構(gòu)試驗樓,如2002年在天津建成的兩棟建設(shè)部鋼結(jié)構(gòu)示范住宅,該工程采用鋼管混凝土柱鋼梁框架-鋼骨混凝土核心筒(SRC)結(jié)構(gòu)體系,工程總面積8000m2,主體十一層,一棟柱采用圓管,另一棟柱采用方鋼管350×350mm,厚度隨樓層變化而變化,其中1~3層為16mm,4~6層為14mm,7~9層為12mm,10~11層為10mm,鋼管內(nèi)灌注C40砼。梁采用焊接工字鋼,規(guī)格為350×200×10×18mm,樓板為高強(qiáng)螺旋肋鋼筋預(yù)應(yīng)力疊合板。由于當(dāng)時國內(nèi)沒有廠家生產(chǎn)如此大口徑的方管,工程中采用方鋼管是四塊板焊接的BOX柱。格表會展中心項目")
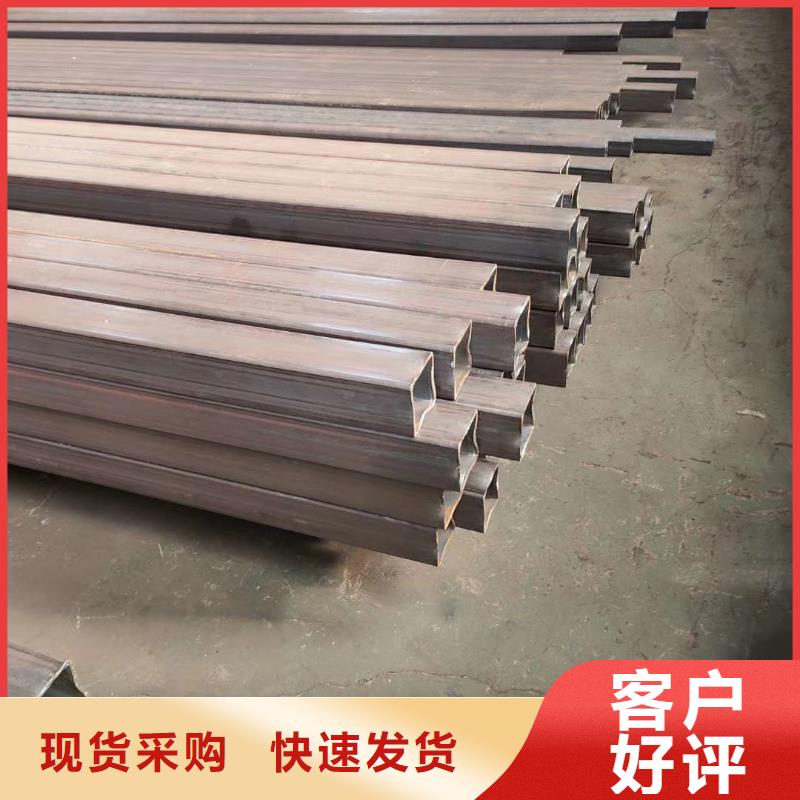
圓管成型的方式稱為彎曲,焊接方管成型的方式便稱為彎折。鋼爵上海方管專家方管彎折成型有2種基本方法:實彎焊接方管和空彎焊接方管。樂山實彎方管,顧名思義是壓實了彎折方管,實彎焊接方管時內(nèi)外輥與管坯內(nèi)外壁雙向壓實。實彎方管的優(yōu)點是反彈小,方管成型準(zhǔn)確,而且只要輥型準(zhǔn)確,方管內(nèi)角成型的R比較準(zhǔn)確。實彎方管的缺點是有拉伸、減薄效應(yīng)。 ,實彎方管會使方管彎折處產(chǎn)生拉伸,方管拉伸效應(yīng)使彎折線縱向的長度縮短;第二,實彎方管彎折處金屬會因拉伸而變薄。空彎方管是通過外輥與方管管坯外壁的單向接觸形成方管彎矩使帶料彎折,空彎焊接方管會使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮、增厚效應(yīng)。空彎的優(yōu)點是可以在無法進(jìn)行實彎時進(jìn)行邊長的彎折,比如方矩管的上邊、側(cè)邊同步彎折和精整。空彎焊接方管還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。空彎焊接方管的缺點是方矩管在上邊、側(cè)邊同步空彎時,由于上輥和下輥同時產(chǎn)生壓力,方管成型力容易超越臨界點,造成方管邊部失穩(wěn)內(nèi)凹,并且也會影響到機(jī)組穩(wěn)定運行和焊接方管成型質(zhì)量。這也是方矩管和圓管空彎成型時不同的特點。實際應(yīng)用中,這兩種基本方法,在方矩管成型中應(yīng)根據(jù)產(chǎn)品需要配置到合理的工藝位置。應(yīng)注意實彎焊接方管成型的拉伸/減薄效應(yīng)和空彎方管成型的壓縮/增厚效應(yīng)對于方管產(chǎn)品質(zhì)量的影響,否則將導(dǎo)致方矩管成型時側(cè)邊內(nèi)凹,成品方管縱向翹曲,而且難以矯直。格表會展中心項目")
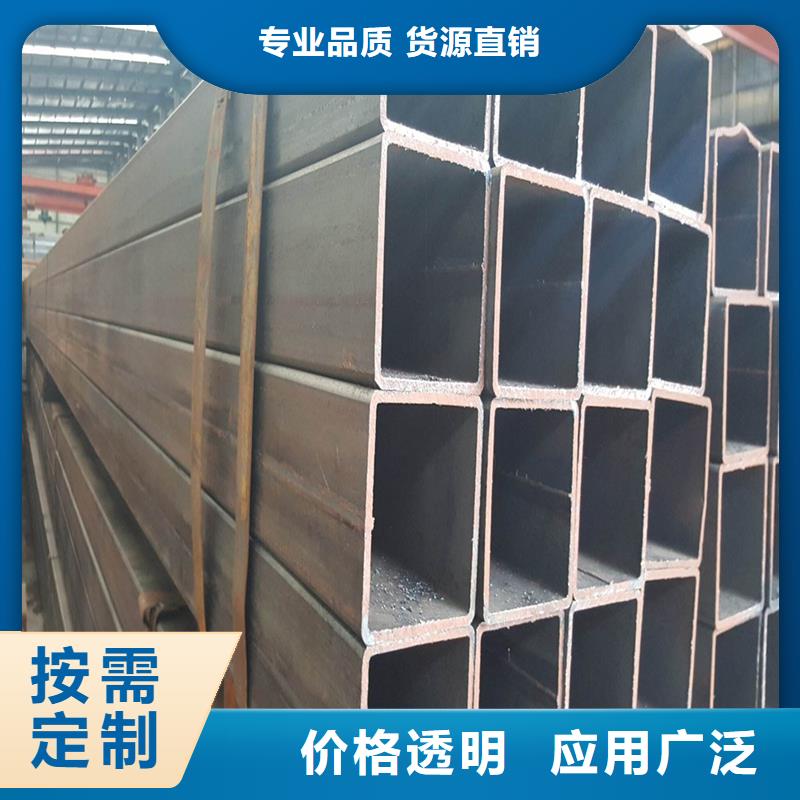
樂山焊接方管在焊接變形的理論上,我們可以知道,焊接方管大尺寸的焊縫,就導(dǎo)致變形越大,焊接方管焊接相同的尺寸,焊接熱輸入就較大,也會導(dǎo)致變形較大,大長焊縫焊接,焊接變形就會較小,焊接方管焊縫布置的不對稱或者是非對稱性的焊接,都會使焊縫偏差更為嚴(yán)重,使其嚴(yán)重的變形。還有另一方面是從焊接方管焊接變形理論可知,影響焊接方管焊接變形大小的主要因素是:焊接方管焊縫尺寸越大,熔敷金屬越多,變形越大;焊接方管焊縫尺寸相等時,焊縫熱輸入越大,造成的變形也越大;焊接方管焊接大長焊縫時,分段比直通焊變形要小;焊接方管焊縫布置不對稱或雖布置對稱但不對稱焊接,焊縫部位偏離越嚴(yán)重,變形越大;構(gòu)件剛性越小,變形越大。焊接方管焊接規(guī)范是通過工藝試驗和工藝分析,在確定焊接方管對接焊縫采用雙二氧化碳?xì)怏w保護(hù)電弧焊,焊接 層的焊接電流是200-250A,第二層的電弧電壓是24-26V,其工藝要求是 層焊縫必須能夠保證良好的焊接,使其形成,焊接的電流,電弧電壓,送絲速度和焊接速度需要更具設(shè)備進(jìn)行調(diào)節(jié)。格表會展中心項目")
樂山16Mn方管實彎,顧名思義是壓實了彎折,16Mn方管實彎時內(nèi)外輥與管坯內(nèi)外壁雙向壓實。
16Mn方管實彎的優(yōu)點是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,16Mn方管內(nèi)角成型的R比較準(zhǔn)確。16Mn方管實彎的缺點是有拉伸/減薄效應(yīng)。 ,實彎會使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。16Mn方管空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,16Mn方管空彎會使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。16Mn方管空彎的優(yōu)點是可以在無法進(jìn)行16Mn方管實彎時進(jìn)行邊長的彎折,比如16Mn方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。16Mn方管空彎的缺點是在上邊/側(cè)邊同步空彎時,由于上輥和下輥同時產(chǎn)生壓力,16Mn方管成型力容易超越臨界點,造成邊部失穩(wěn)內(nèi)凹,并且也會影響到機(jī)組穩(wěn)定運行和成型質(zhì)量。這也是16Mn方矩管和16Mn方管圓管空彎成型時不同的特點。格表會展中心項目")
