

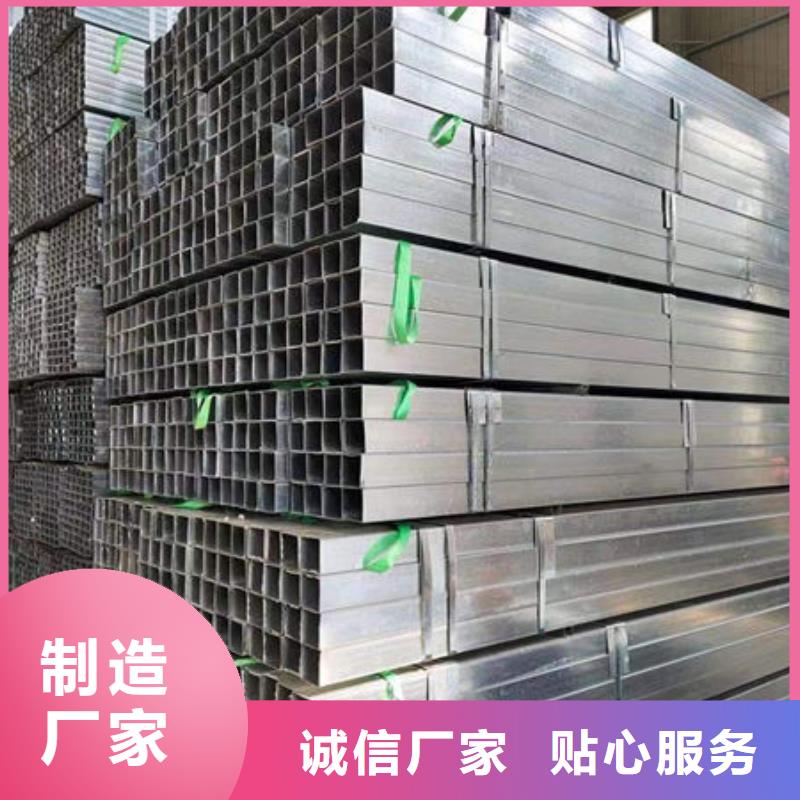




廊坊鍍鋅方管跟焊管主要區別:焊管分為螺旋縫焊和直焊方管,螺旋縫焊方管分為自動埋弧焊管和高頻焊管,直焊方管又分為普通直焊鋼 管和不銹焊管。無縫方管按制造方法分為熱軋管和冷軋( 拔)管,其精度分為普通和高級兩種。冷軋(拔)管的 公稱直 徑為200mm,熱軋管 公稱直徑為600mm。無縫方管還有不銹鋼無縫方管,不銹鋼無縫方管分為熱軋、熱擠壓不銹鋼無縫方管和冷軋(拔)不銹鋼無縫方管兩種。無保護層型有無保護層方管,過去通常叫不廊坊鍍鋅方管(黑鐵 管)。質地型方管主要是指不銹鋼無縫方管和不銹鋼材焊管 ,在室外大中管道給水上,由于造價、連接等原因未曾推廣應用過。保護層型(主要指的是管道內壁)現在有金屬保護層型與非金 屬保護層型,金屬保護層型常用的有表面鍍層保護層型、表 面壓合保護層型。表面鍍層保護層型中常見的是鍍鋅管,鍍鋅 管也有冷鍍鋅管和熱鍍鋅管,熱鍍鋅管因為保護層致密均勻 、附著力強、穩定性比較好,目前仍大量應用。
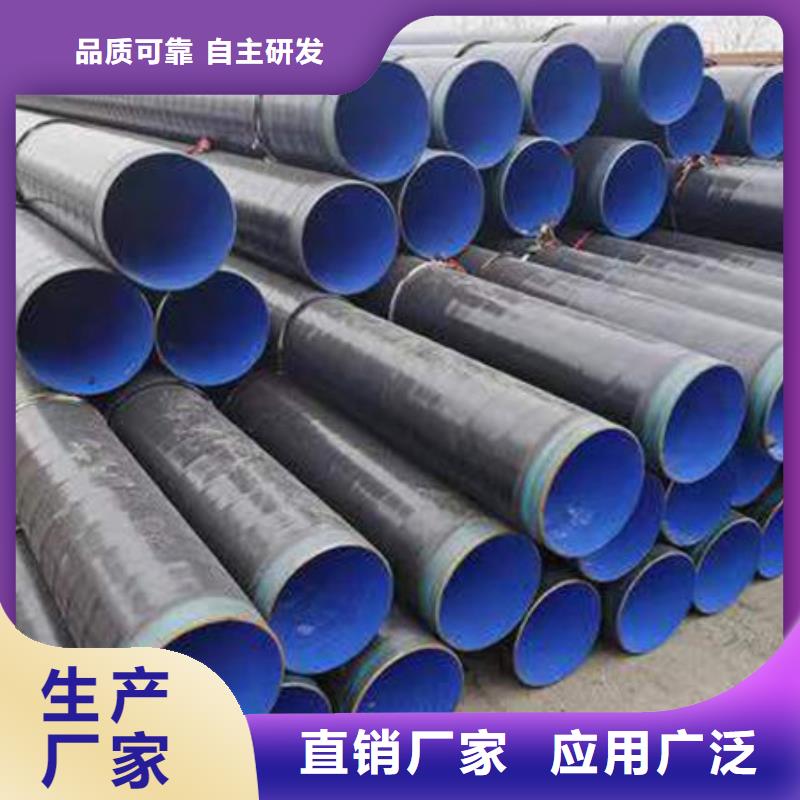
廊坊雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預焊:使成型后廊坊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
廊坊無縫鋼管是用鋼錠軋制成圓鋼,經過熱穿孔得到管坯,然后經熱軋、冷軋或冷撥制成無縫管鋼材。是 工業建設和國防建設的重要原材料。1.廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道;2.用于制作煤礦開采用的液壓設備、汽車起重機用的液壓缸、柱塞等;3.可以用于制造汽車半軸套管及驅動橋橋殼軸管;4.用于制造柴油機噴射系統高壓管等;5.用作制造液壓和氣動缸筒;6.用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等;7.用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。
廊坊螺紋鋼的規格要求應在進出口貿易合同中列明。一般應包括標準的牌號(種類代號 )、鋼筋的公稱直徑、公稱重量(質量)、規定長度及上述指標的允差值等各項。我國標準公稱直徑為6、8、10、12、16、20、25、32、40、50mm的廊坊螺紋鋼系列。供貨長度分定尺和倍尺二種。我國出口廊坊螺紋鋼定尺選擇范圍為6~12m,日本產廊坊螺紋鋼材定尺選擇范圍為3.5~10m;國產內銷廊坊螺紋鋼若合同中無注明要求時,通常定尺為9m、12m兩個長度。表面質量。有關標準中對廊坊螺紋鋼的表面質量作了規定,要求端頭應切得平直,表面不得有裂縫、結疤和折疊,不得存在使用上有害的缺陷等。外形尺寸偏差允許值。廊坊螺紋鋼的彎曲度及鋼筋幾何形狀的要求在有關標準中作了規定。