


聯系我們

65mn無縫鋼管源頭好貨
更新時間:2025-05-24 13:56:23 ip歸屬地:萊蕪,天氣:晴,溫度:12-26 瀏覽次數:2 公司名稱: 旺宇鋼鐵(萊蕪分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 5600/噸 |
| 發貨期限 | 2` |
| 供貨總量 | 99999 |
| 運費說明 | 電議 |
| 小起訂 | 0.1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
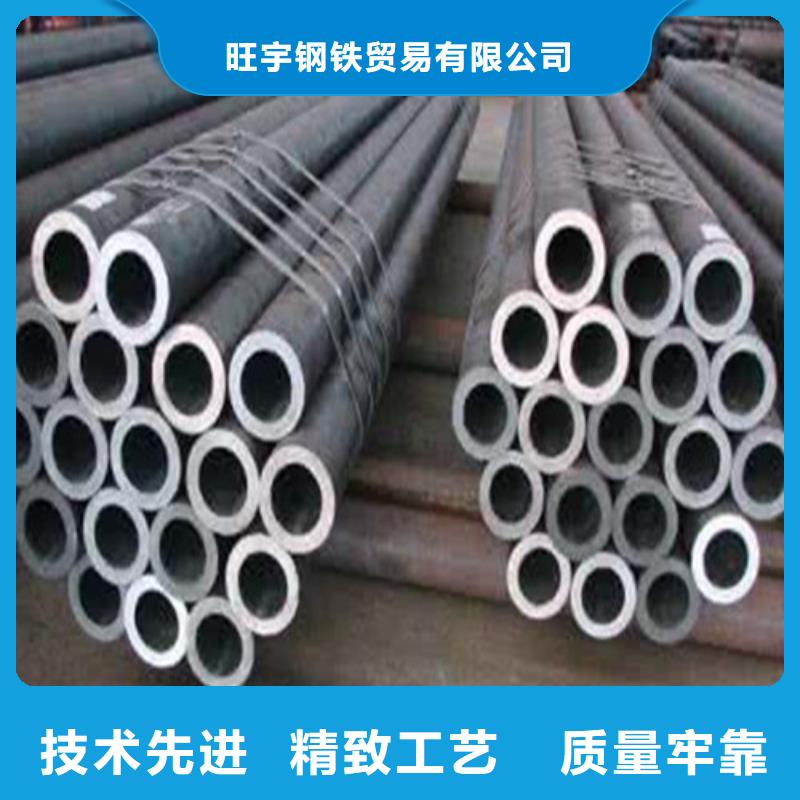
| 產品品牌 | 旺宇鋼鐵 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 黑色 |
| 質保時間 | 一年 |
| 外形尺寸 | 齊全 |
| 適用領域 | 工業 工程 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 產地 | 山東聊城 |
| 品牌 | 旺宇 |
| 規格 | 齊全 |
| 尺寸 | 定尺 |
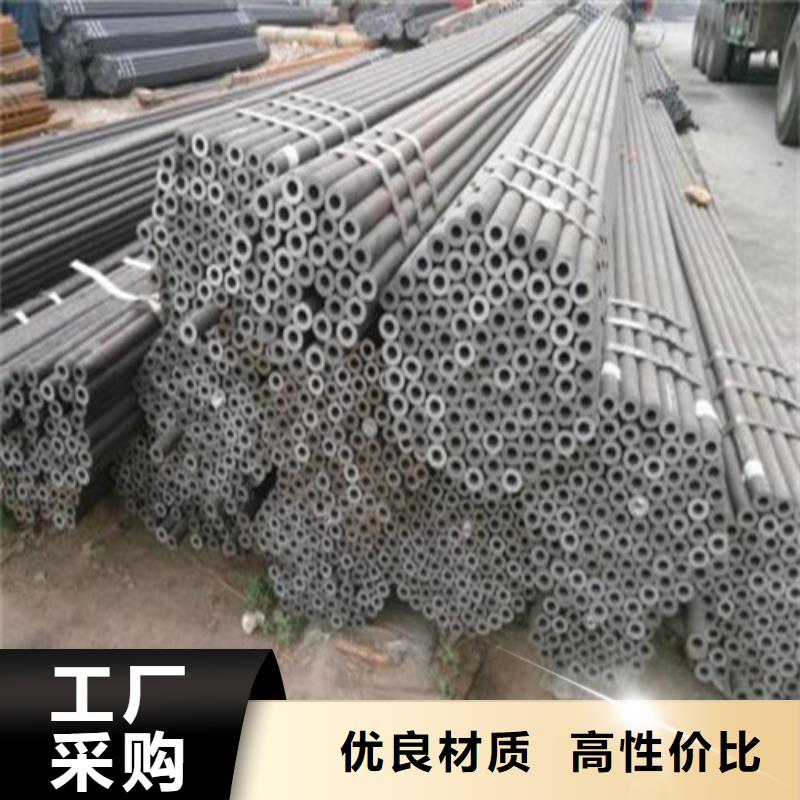








無縫鋼管質量檢驗方法:1.化學成分分析:化學分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出 點、小點③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經驗、標識、鋼管轉動。
布氏硬度(HB)用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:式中:F--壓入金屬試樣表面的試驗力,N; D--試驗用鋼球直徑,mm; d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。 [1]
無縫鋼管質量要求
中國現行無縫鋼管標準:
1.現行無縫鋼管標準:共有47項 其中:GB 25 項 HB 3 項 特殊用途19項;基礎 2項 產品 45項
2.常用標準:① GB/T 2102-2006 鋼管的驗收、包裝、標志和質量證明書。
② GB/T 17395-2008 無縫鋼管尺寸、外形、重量及允許偏差。
③ GB 5310-2008 高壓鍋爐用無縫鋼管。
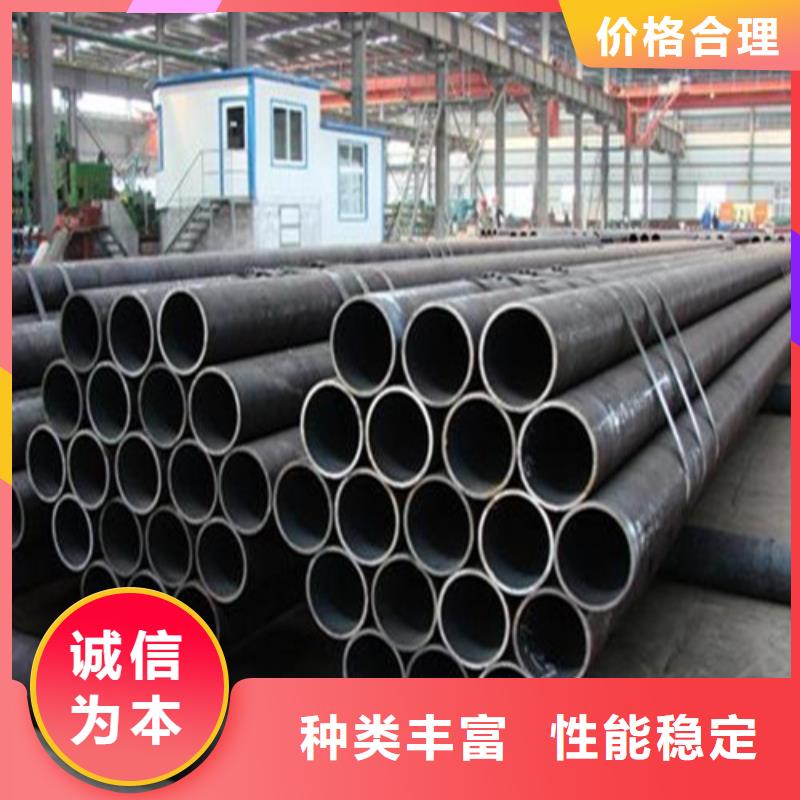
④ GB 9948-2013 石油裂化用無縫鋼管。GB/T8162-1999(結構用無縫鋼管)。主要用于一般結構和機械結構。其代表材質(牌號):碳素鋼20、45號鋼;合金鋼Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(輸送流體用無縫鋼管)。主要用于工程及大型設備上輸送流體管道。代表材質(牌號)為20、Q345等。GB3087-1999(低中壓鍋爐用無縫鋼管)。主要用于工業鍋爐及生活鍋爐輸送低中壓流體的管道。代表材質為10、20號鋼。
無縫鋼管其中過熱區組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學成分和冷速條件下還會形成硬而脆的晶相此外,由于溫度梯度的存在也會產生焊接應力。其綜合結果,焊縫區的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達到應力、均化和細化組織、提高焊接熱影響區綜合機械性能的目的,而其根本目的是應力。焊管物理無縫化處理主要有兩種方法:焊縫局部處理法和整體加熱處理法。由于主要是焊縫熱影響區有硬化現象、機械性能低下,所以我們首先應考慮對焊縫熱影響區進行局部處理。
焊縫局部常化處理的方法是采用中頻感應加熱裝置將焊縫熱影響區加熱至約927。9℃,然后空冷至538℃以下,隨后水冷。對于直徑較小的鋼管,采用管坯整體加熱方式處理,然后空冷或在帶有可控氣氛的冷卻室中冷卻。以上講的是高頻直縫焊管的無縫化技術。