


30秒一段產(chǎn)品介紹視頻,帶你了解無縫鋼管Q345D無縫鋼管質(zhì)檢合格出廠產(chǎn)品的功能、特點(diǎn)和使用方法。
以下是:山東萊蕪無縫鋼管Q345D無縫鋼管質(zhì)檢合格出廠的圖文介紹
檢合格出廠")
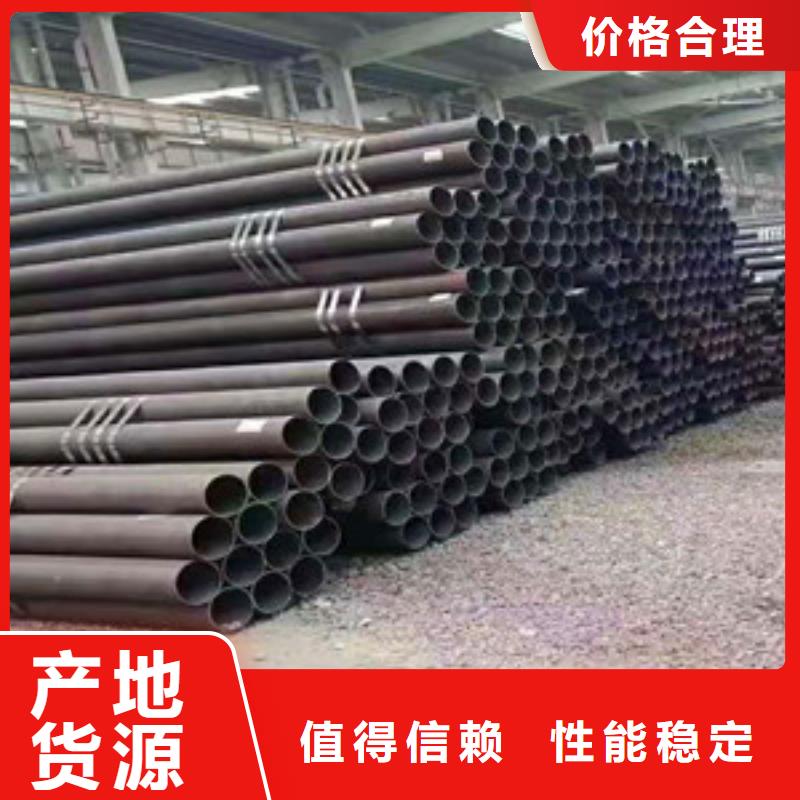
無縫鋼管Q345D無縫鋼管質(zhì)檢合格出廠
檢合格出廠")
不同加載條件下,夾雜物對(duì)材料疲勞性能的影響也不同,在高載條件下,無論有沒有夾雜物的存在,外加載荷均足以使材料產(chǎn)生塑性流變,夾雜物的影響較小,而在材料的疲勞極限應(yīng)力范圍,夾雜物的存在造成局部應(yīng)變集中成為塑性變形的控制因素,從而強(qiáng)烈地影響材料的疲勞強(qiáng)度。也就是說,夾雜物的存在主要是影響材料的疲勞極限,對(duì)高應(yīng)力條件下的疲勞強(qiáng)度影響不明顯。材料的純凈度是由熔煉工藝過程決定的,因此,采用凈化冶煉方法(如真空熔煉、真空除氣和電渣重熔等)均可有效降低鋼中的雜質(zhì)含量,改善材料的疲勞性能。.表面性能變化及殘余應(yīng)力的影響表面狀態(tài)的影響除前已提及的表面光潔度外,還包括表層機(jī)械性能的變化及殘余應(yīng)力對(duì)疲勞強(qiáng)度的影響。表層機(jī)械性能的變化可以是表層化學(xué)成分和組織不同所引起,也可以是表層因形變強(qiáng)化而引起。滲碳、氮化和碳氮共滲等表面熱處理除了可以增加零件的耐磨性之外,還是提高零件疲勞強(qiáng)度,特別是提高耐腐蝕疲勞和咬蝕的一種有效手段。
檢合格出廠")
檢合格出廠")
燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復(fù)雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專門的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著是經(jīng)過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測(cè)出。鋼管質(zhì)檢后還要通過嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車吊入倉庫中。
檢合格出廠")
檢合格出廠")
檢合格出廠")
四海友誠特鋼 (萊蕪市分公司)為了更好地滿足客戶需求,嚴(yán)格控制采購、銷售、倉儲(chǔ)和運(yùn)輸四大過程。在質(zhì)量方針“客戶需求至上,環(huán)保,塑造 無縫鋼管先鋒,實(shí)現(xiàn)持續(xù)發(fā)展”的倡導(dǎo)下,我們借助于的運(yùn)作、合理的價(jià)格、強(qiáng)大的配送設(shè)施,在 無縫鋼管領(lǐng)域樹立了良好的口碑,為廣大用戶搭建了集中采購、就近服務(wù)的資源訊息平臺(tái),并以廠方優(yōu)惠價(jià)格,由用戶休驗(yàn)品質(zhì),以提供服務(wù)為宗旨,堅(jiān)持誠信、透明、公平、公正、合理的經(jīng)營理念面向用戶。
檢合格出廠")
檢合格出廠")
點(diǎn)擊查看四海友誠特鋼
(萊蕪市分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】