

聯系我們

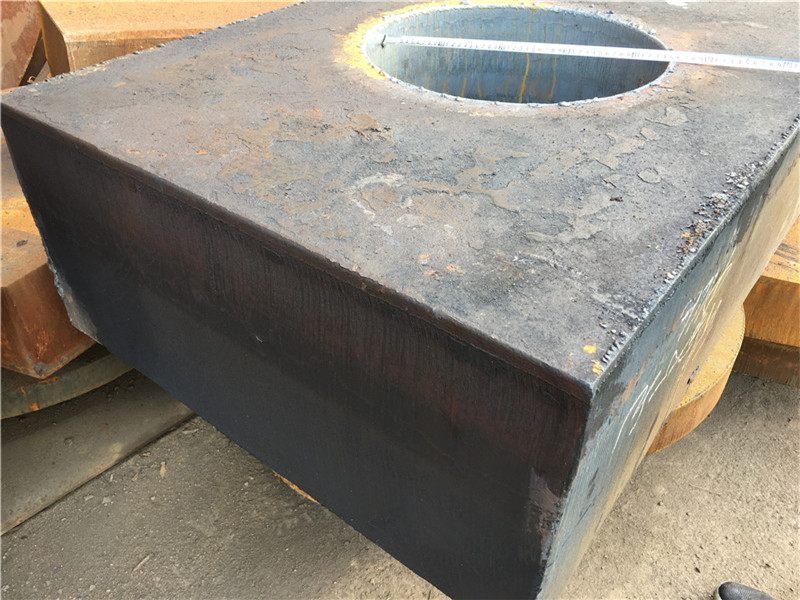
鋼板特厚鋼板大量現貨供應
更新時間:2025-05-28 07:03:48 ip歸屬地:萊蕪,天氣:晴,溫度:17-31 瀏覽次數:3 公司名稱:聊城 聚賢豐匯金屬材料(萊蕪市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
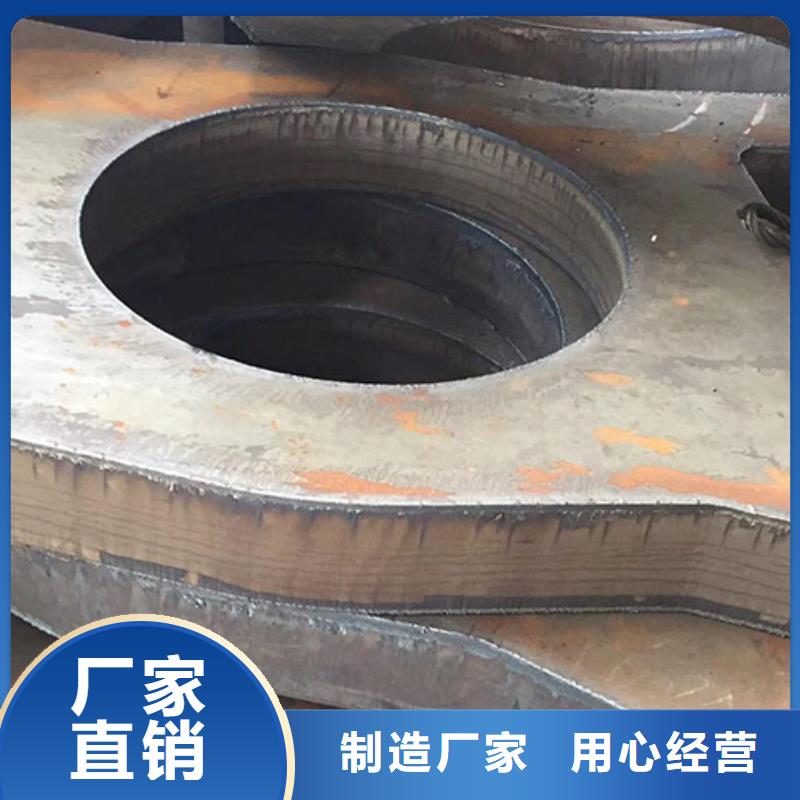
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |






16MnCR4圓鋼的詳細介紹
實力見證 結實耐用

鋼板切開中的鋼板數控下料環節有專門的設備能夠選用,在機械化的工業時代,下料機成了不行短少的設備之一。現在市場上呈現的下料機出產廠家和產品都比較多,所以怎樣挑選適宜的設備成為用戶重視的要點。 首要要對下料機出產廠家進行實地考慮,假如廠家本身信譽度就不高的話,它們出產的產品怎樣會有保證呢?這方面除了能夠從網上查閱材料以外,仍是實地造訪,這樣才能對廠家有了解。 除了要看下料機質量之外,還要看廠家所能供給的服務,任何設備都不行能不出毛病,因而售后服務關于下料機設備來說是非常重要的,這樣能夠為用戶供給專業、具體的技術指導。以外,一定要看準下料機與本身出產的匹配程度,無妨再好的機器也發揮不了效果。
問題1:鋼板加工,其加工損耗,詳細是為多少啊? 問題2:鋼板外表粗糙度,其規范規則要求是什么? 問題3:如何將鋼板一邊加工成鋸齒狀的? 上述三個問題,都是關于鋼板加工這一方面的,那么也便是咱們學習和把握的目標。所以,下面小編就來經過回答,來到達上述意圖吧。 問題1:鋼板加工,其加工損耗,詳細是為多少啊? 鋼板加工的加工損耗,其詳細是為: 關于板材,多是為3%;關于型材,是為1%。關于重鋼,且結構雜亂的,是為8%。 問題2:鋼板外表粗糙度,其規范規則要求是什么? 鋼板外表粗糙度,其規范規則要求,是為2523-1990和2523-1990這兩個。 問題3:如何將鋼板一邊加工成鋸齒狀的? 這個不難,量大的話,能夠選用沖模沖裁;量小的話,則能夠進行切開,有線切開、激光切開以及等離子切開等。
鋼板在后期加工時,會由于翹曲導致切開后變形,形成工件作廢,影響用戶正常運用,一起形成企業經濟損失。剖析以為鋼板經熱軋后內部及上下外表存在剩余應力,假如剩余應力沿鋼板寬度和長度方向呈不均勻散布,將會對鋼板截面產生一個力矩,使鋼板在分切后產生翹曲。操控辦法是:
冷卻溫度
層流冷卻形成的內應力不均衡問題主要是由3種不均勻冷卻導致:
1、橫向冷卻嚴峻不均勻
2、厚度方向冷卻不對稱
3、橫向和厚度方向冷卻不均勻混合。操控冷卻的橫向均勻性和厚度方向的對稱性,是操控中厚板平直度、下降內應力的必備條件。橫向冷卻側噴計劃是經過改進下集管橫向視點和駐水點等辦法到達層流冷卻溫度操控均勻性。
冷矯直
矯直能改進鋼板剩余應力散布,當鋼板在橫斷面上有應力散布不均時,能夠需求采納彎輥辦法以添加部分變形的方法來補償縱向纖維的長短不齊,到達波濤彎、均勻化鋼板內應力的意圖。調理矯直機橫向的凸度值調理也是改進鋼板剩余應力散布的重要辦法。綜上,經過選用新的工藝,進步層流冷卻速度操控溫度的均勻性,以及冷矯直鋼板,促進鋼板內部應力均勻化,鋼板再縱切分條時,變形問題得到操控。

16MnCR4圓鋼產品生產注重細節,精心選擇原材料,精湛的16MnCR4圓鋼生產流程

16MnCR4圓鋼每道工序把關到位,多年16MnCR4圓鋼行業經驗生產效率高

16MnCR4圓鋼源頭廠家,出廠價直接給到客戶,經久耐用,性能穩定




聚賢豐匯金屬材料(萊蕪市分公司)主營產品: 16MnCR4圓鋼等。我公司以合理的價格、周到的售后服務贏得了市場的信譽。我公司始終將客戶的利益放在前面,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提高公司效益,降低成本。我們的銷售和設計人員會仔細聆聽您的要求和需要,根據您的要求和需要進行設計和制造,幫助您獲得滿意的產品。誠摯歡迎新老朋友前來參觀考察指導合作,發揮各自優勢,攜手共進,再創輝煌!
